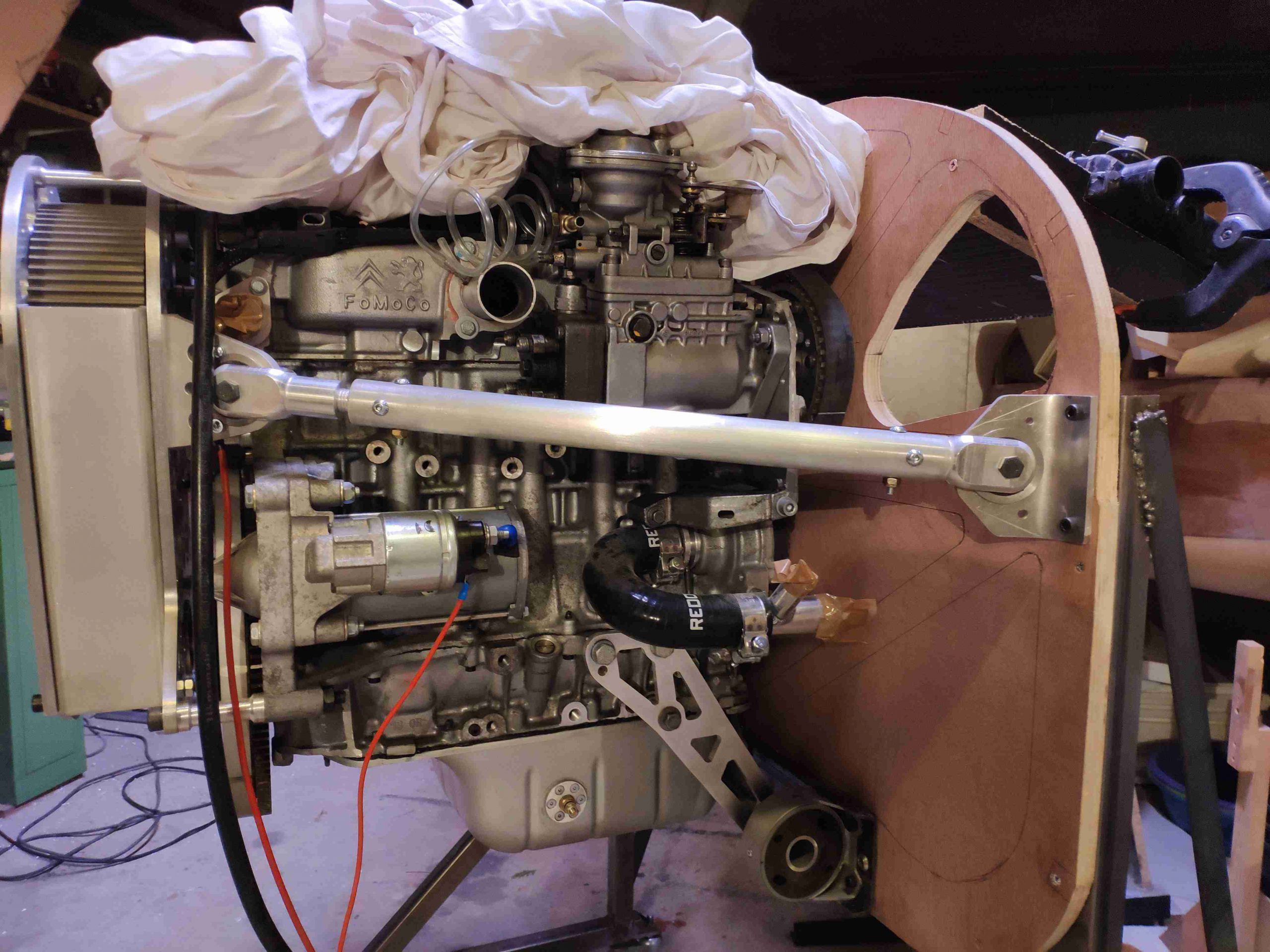
Montage d’atelier pour le positionnement du moteur
Le support d’essai du moteur comporte une réplique de la cloison pare feu. Pour moi cela n’est pas inutile, loin de là:
En effet, lorsque je devrai monter le moteur et tous les périphériques, durits et faisceau. J’aurai déjà tout maquetté sur ce support et reporté sur la vraie cloison. Le transfert sera donc très simple.
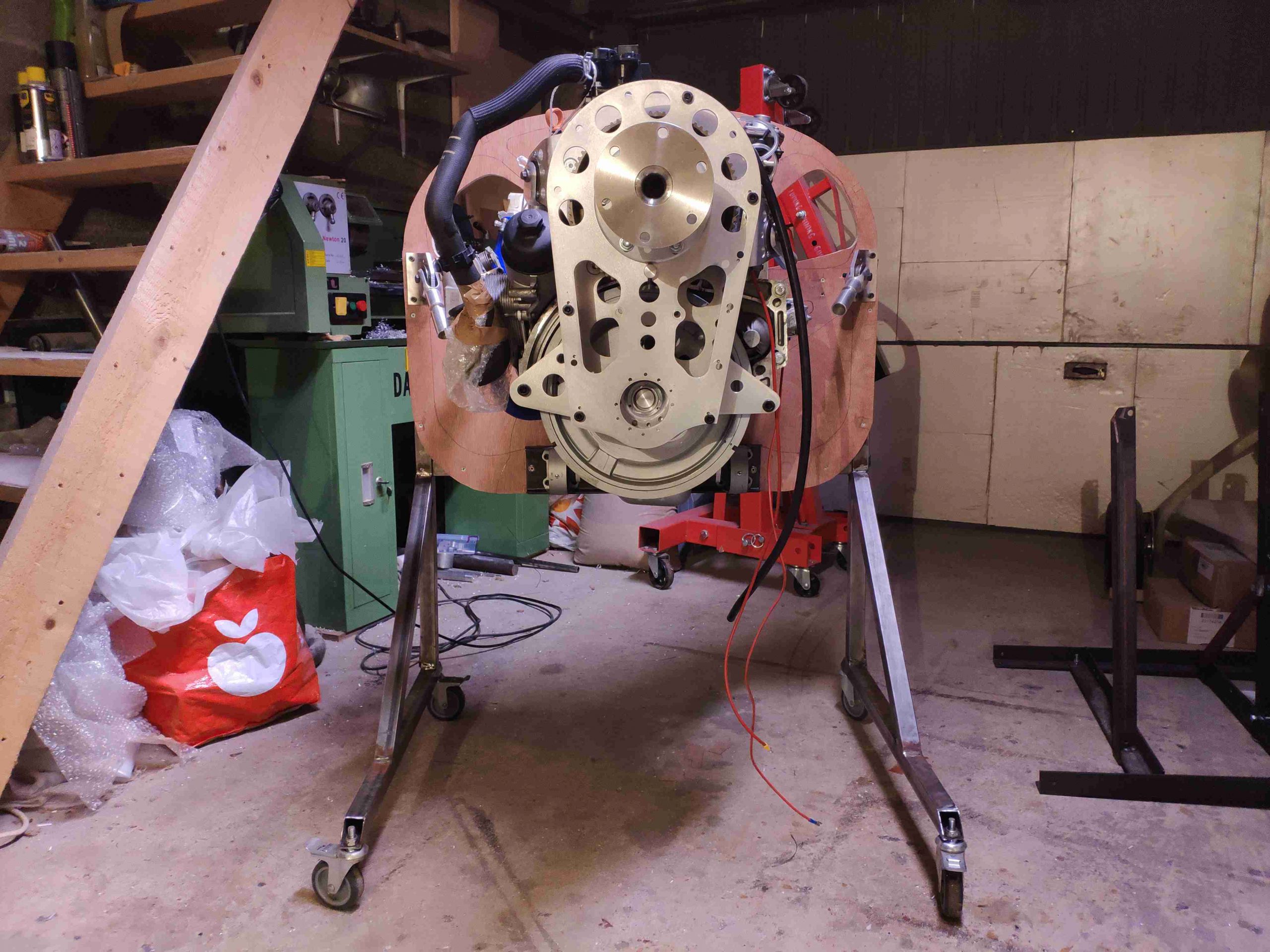
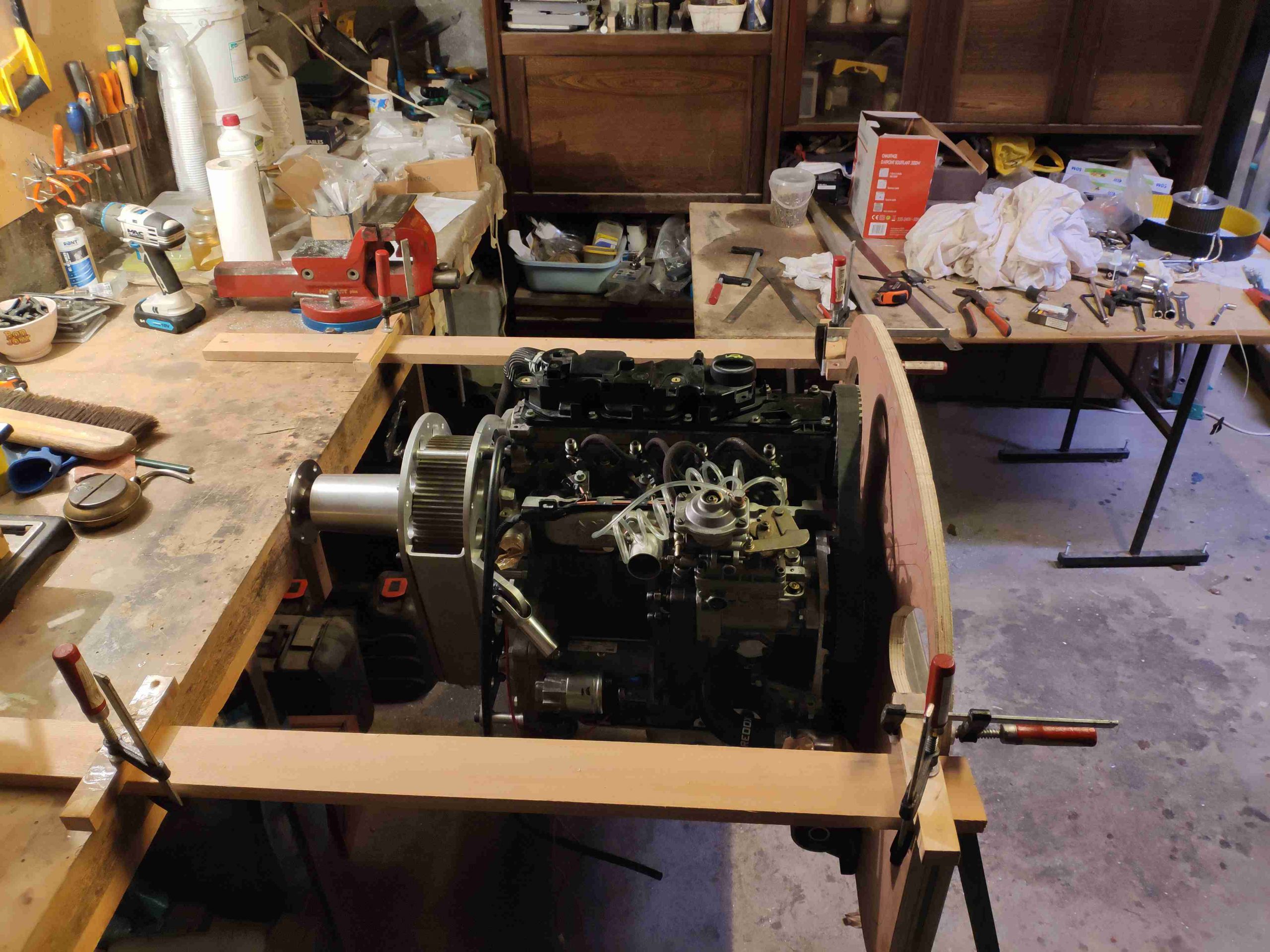
Voici quelques photos du montage
Support moteur d’essai:

Je passe toute la mise en œuvre pour trouver le positionnement des silentblocs du bas ainsi que du calage vertical et axial et horizontal du moteur ! durant cette phase, je n’ai pas vraiment pris le temps de sortir le téléphone pour prendre des photos.
Quoi qu’il en soit, la méthode de vérification est basée sur celle du calage préliminaire.
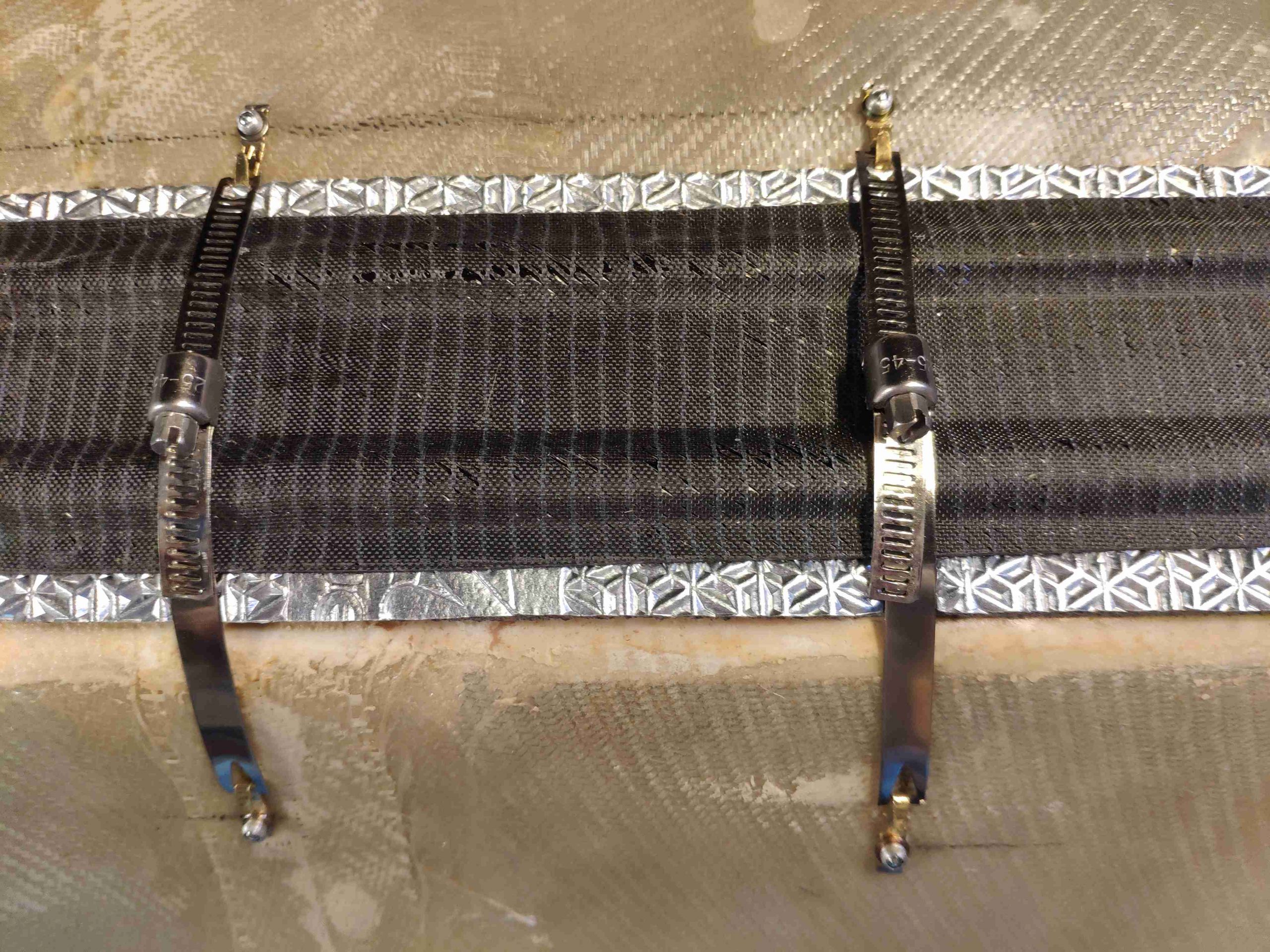
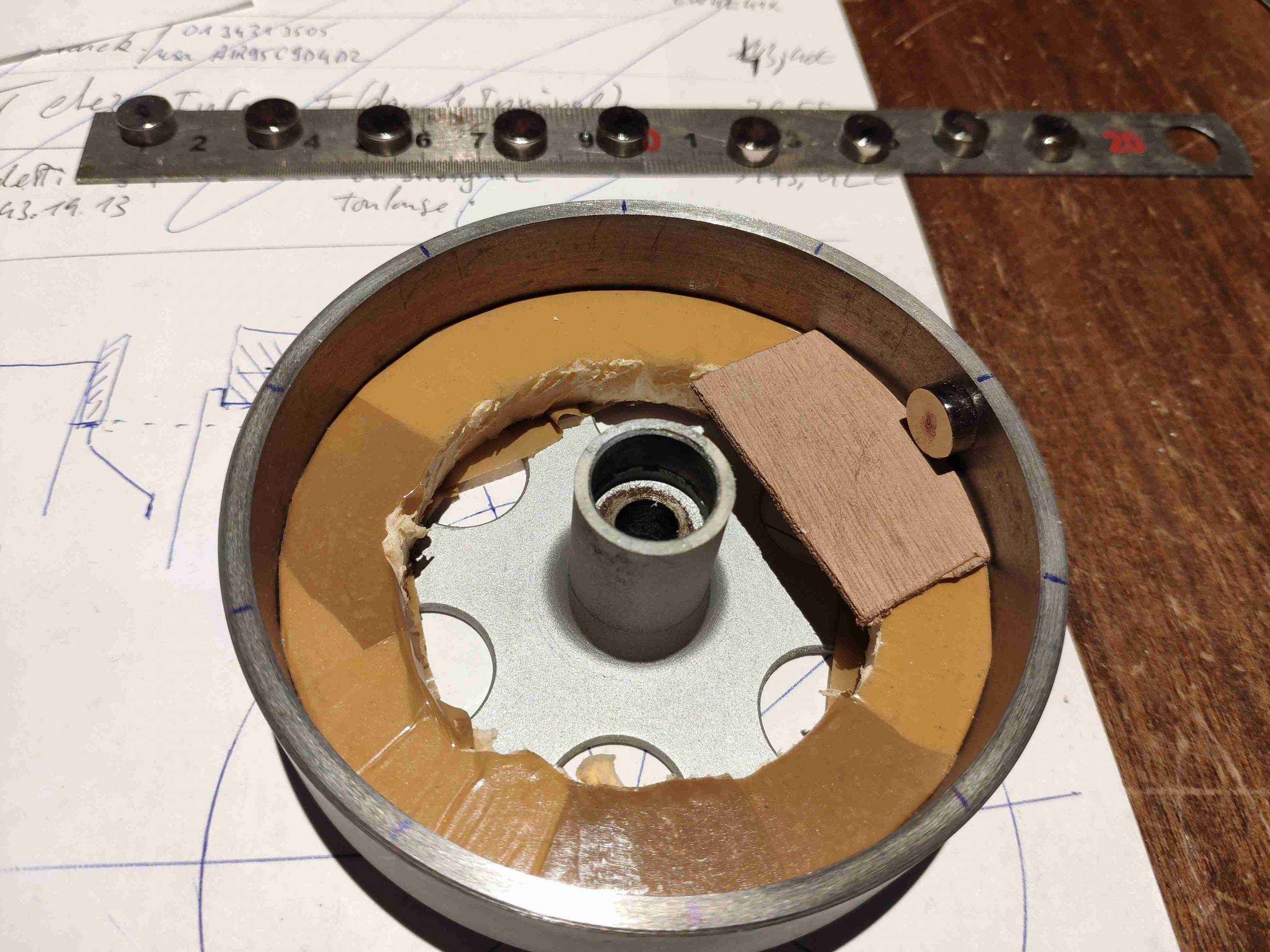
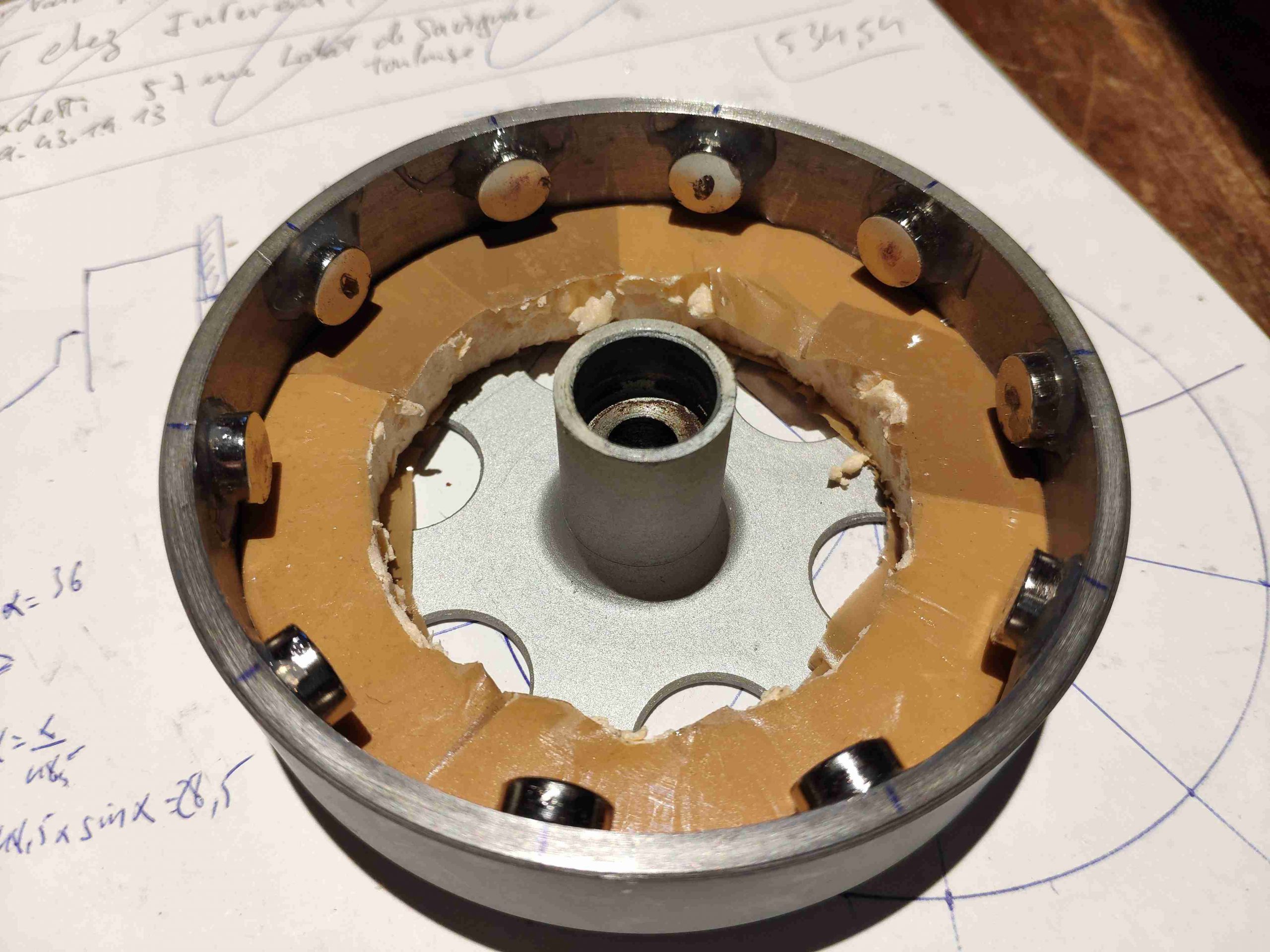
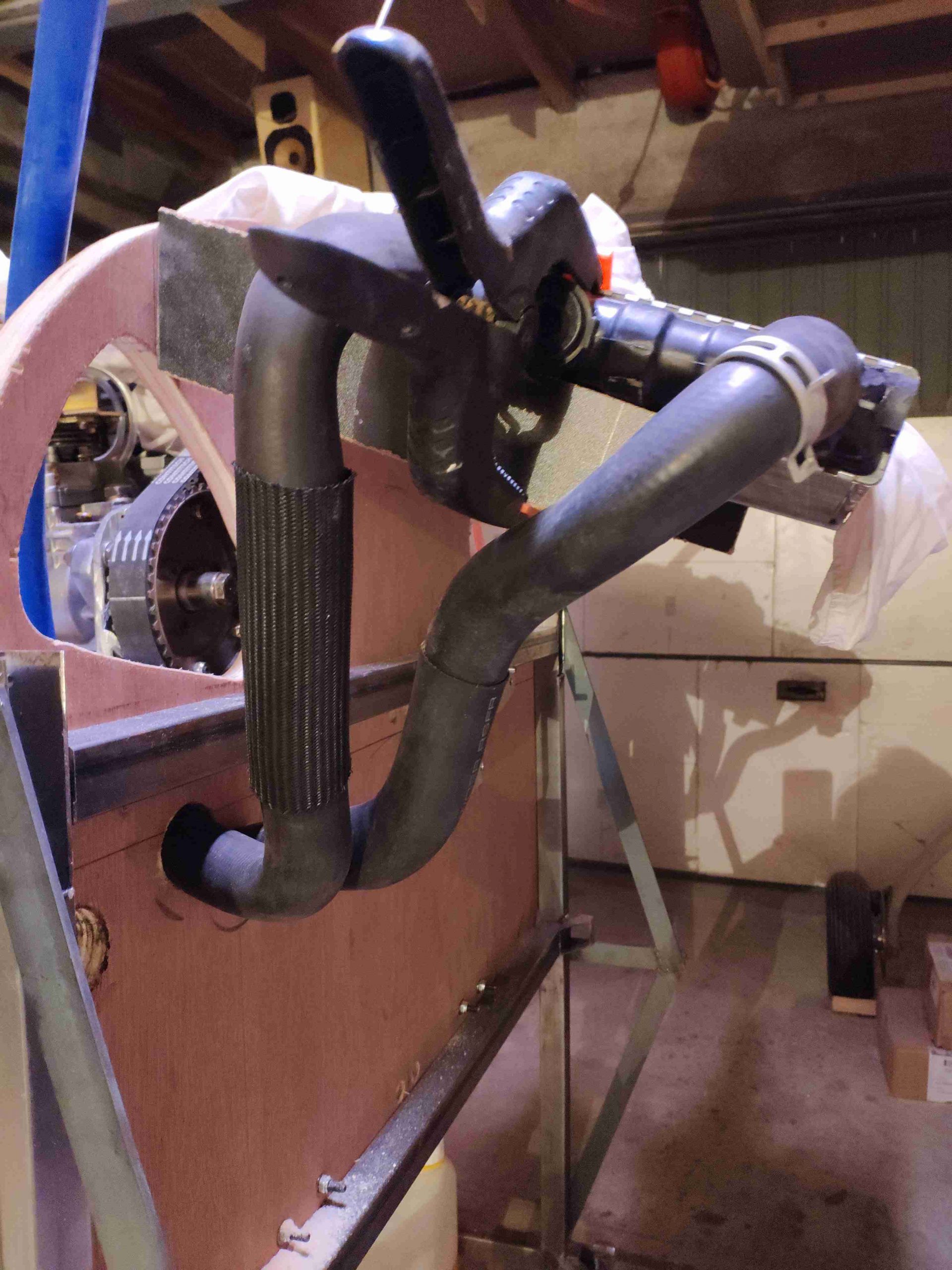
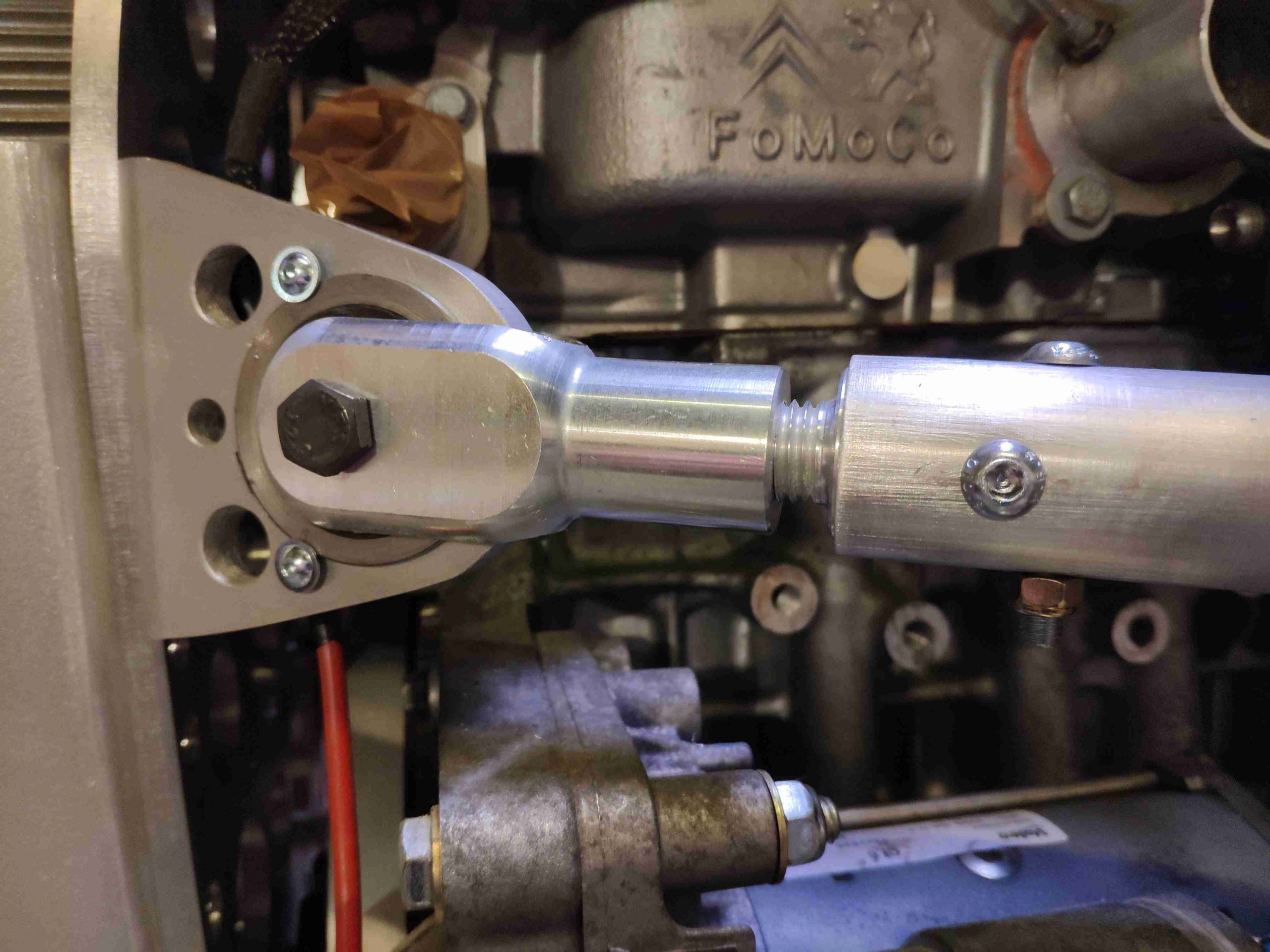
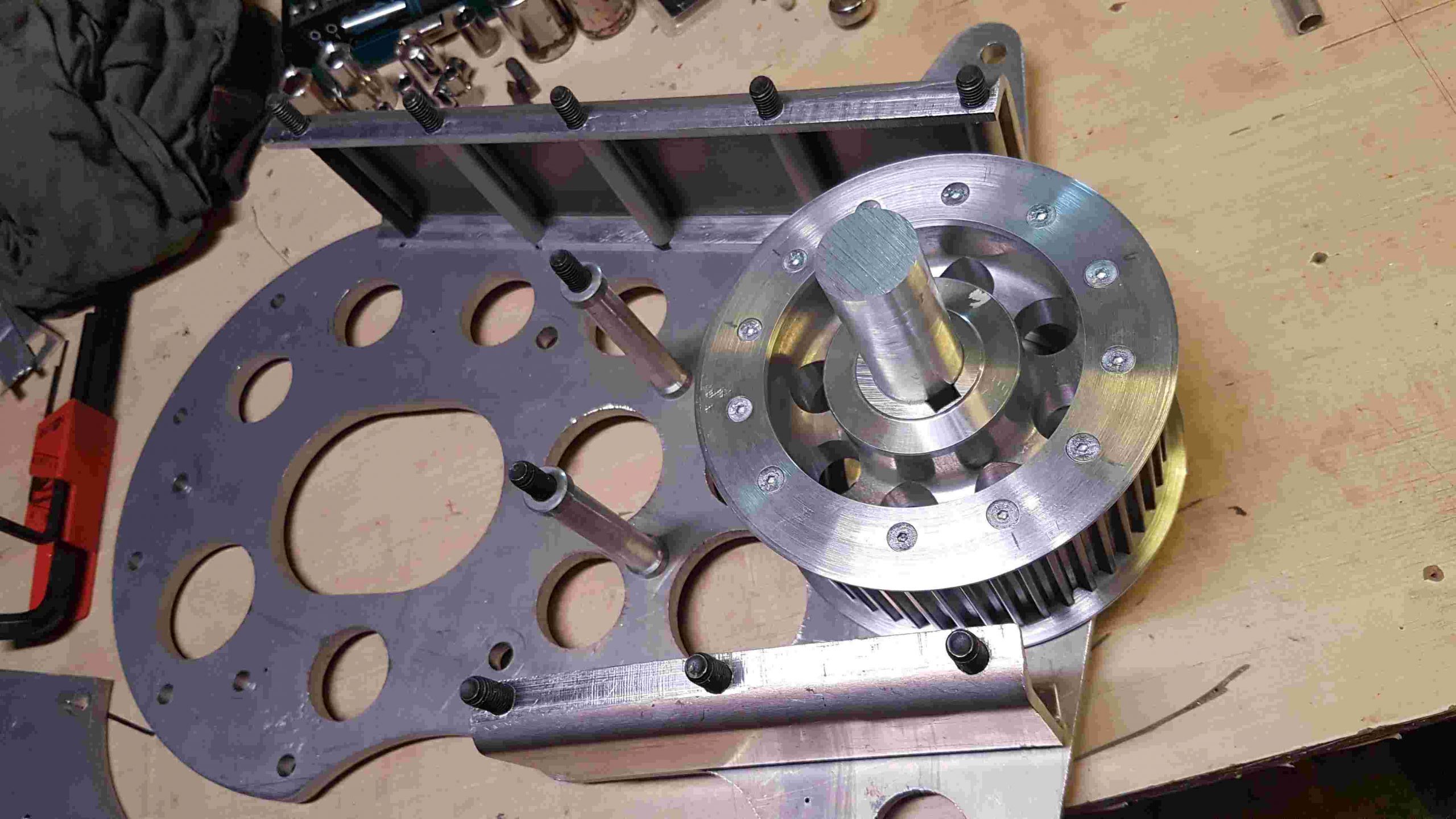
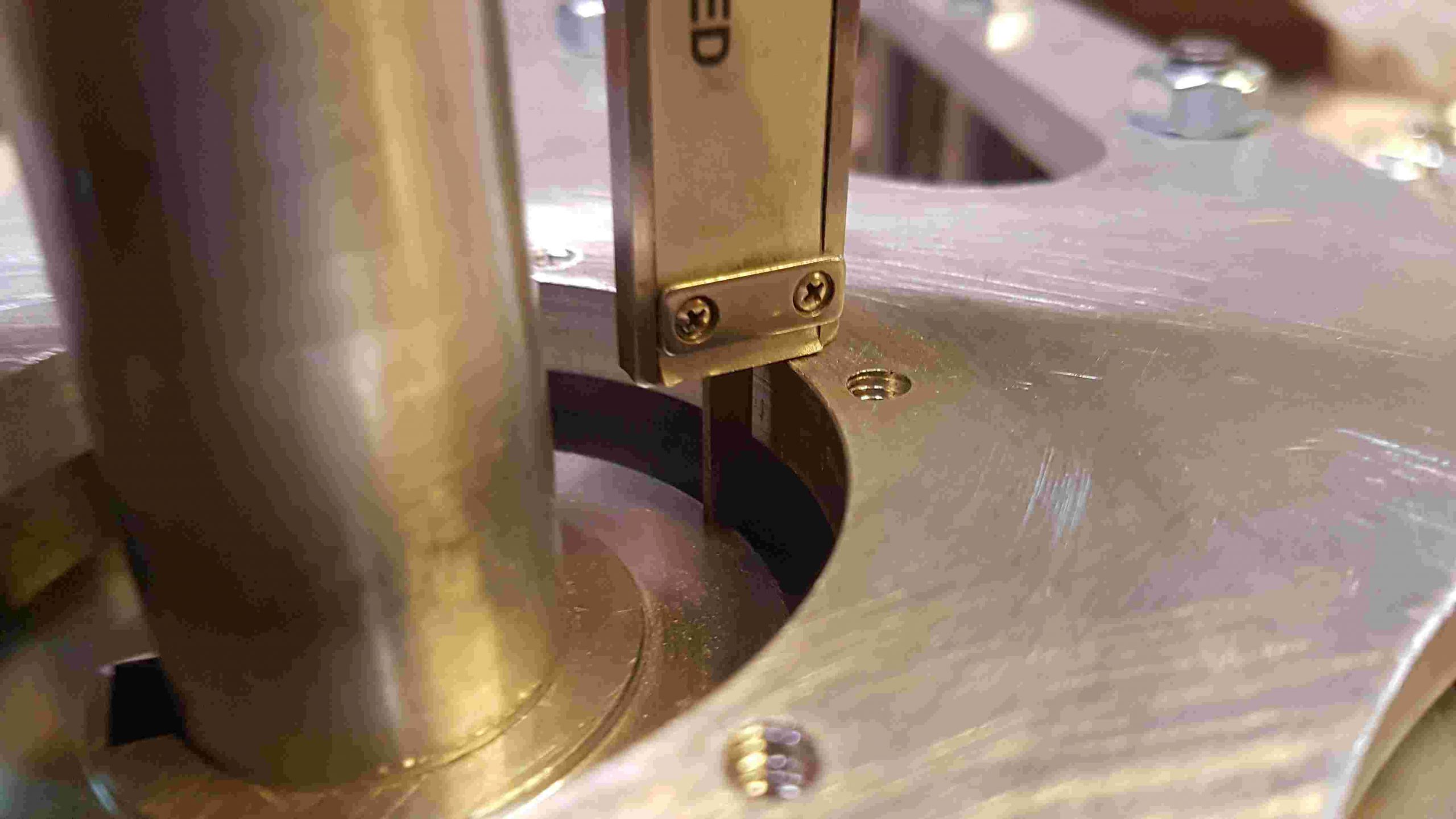
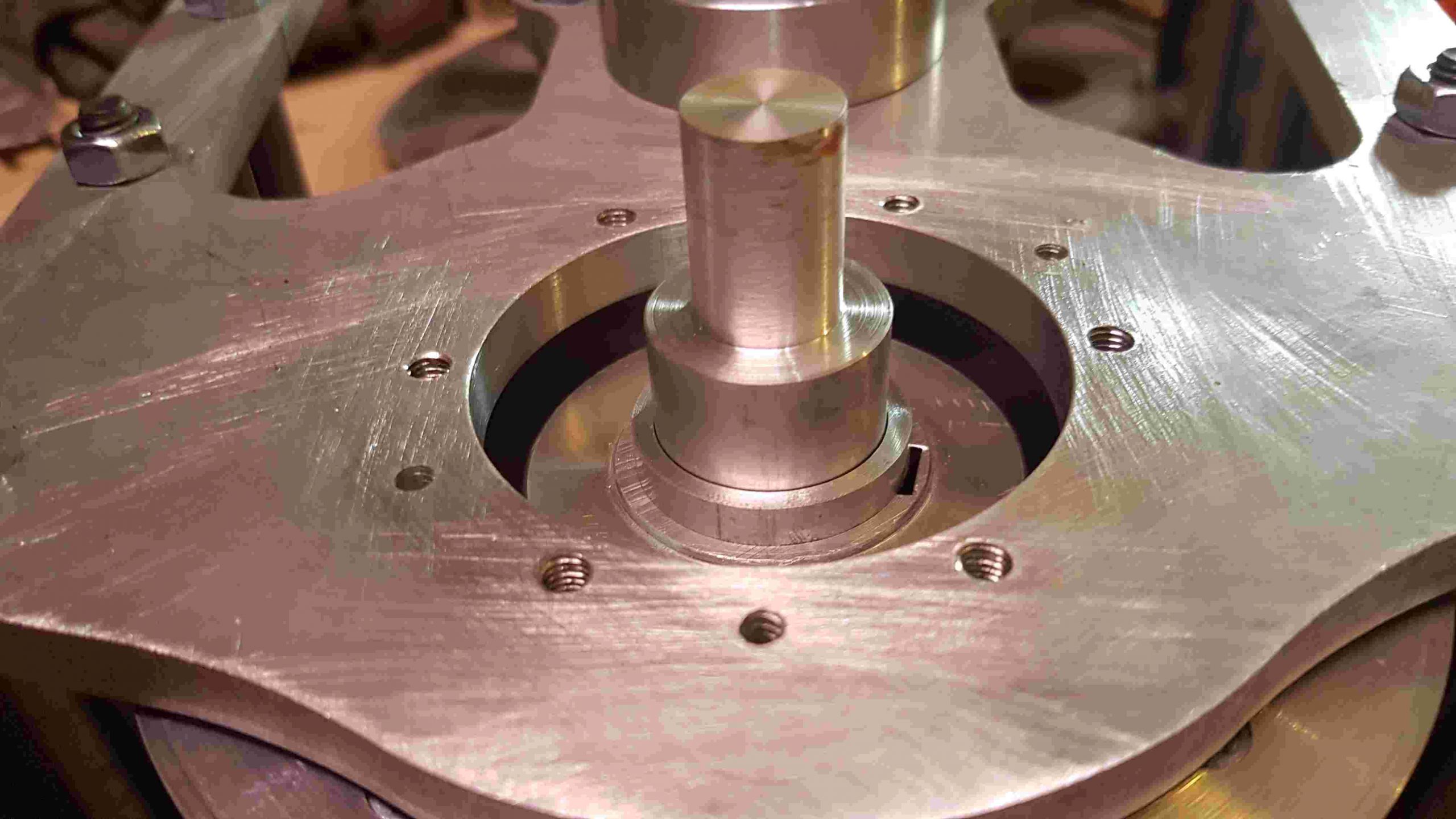
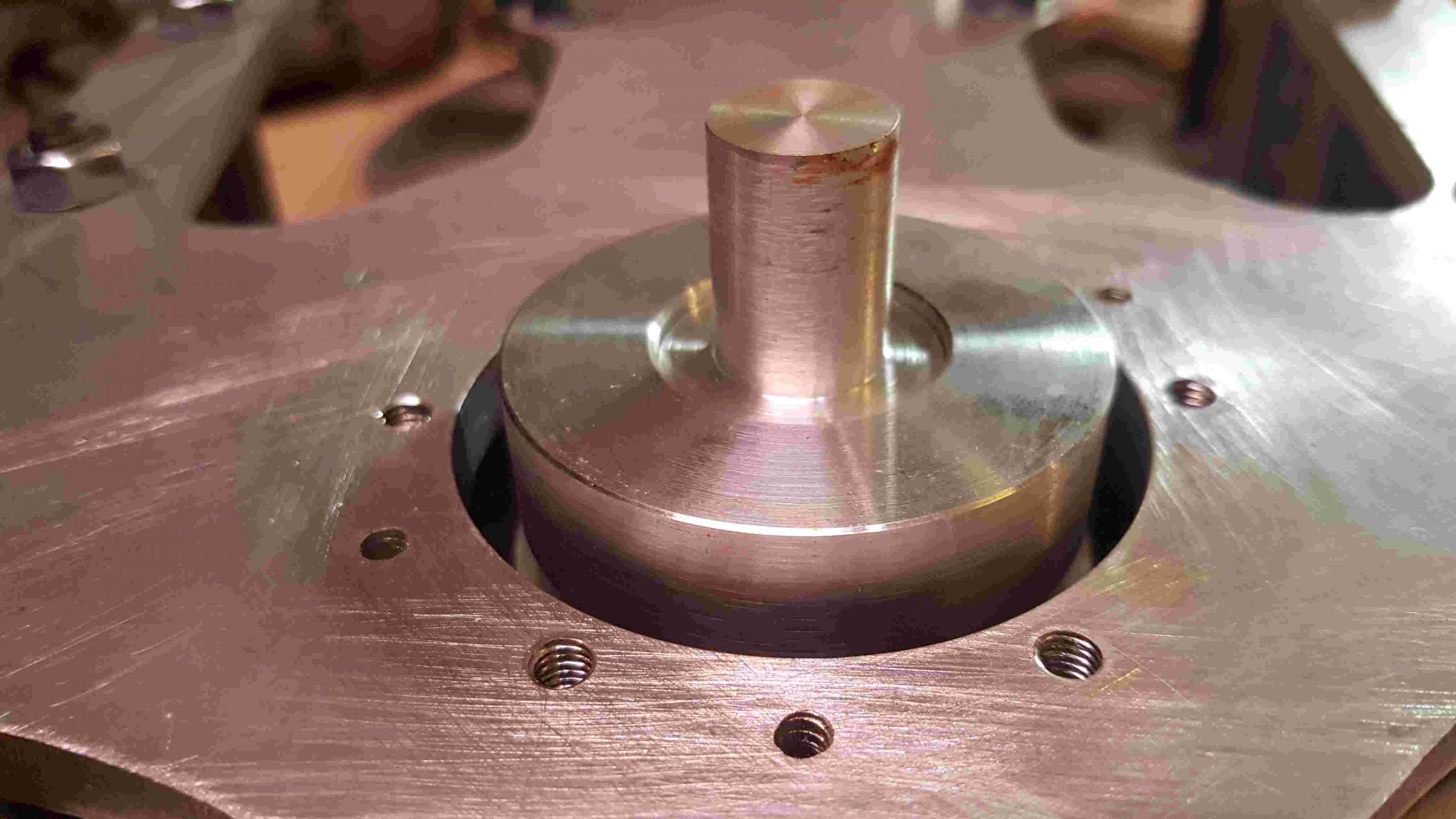
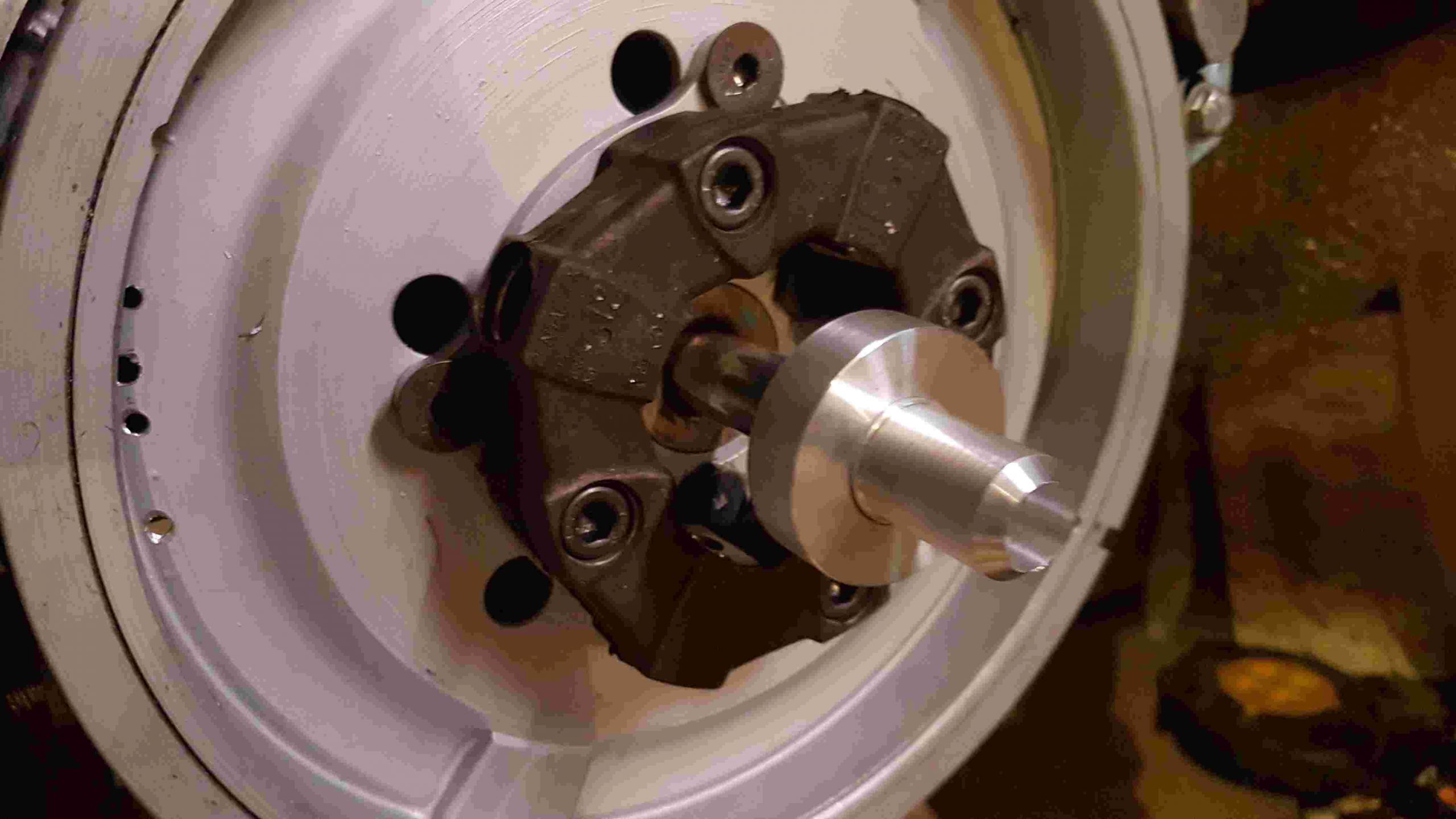
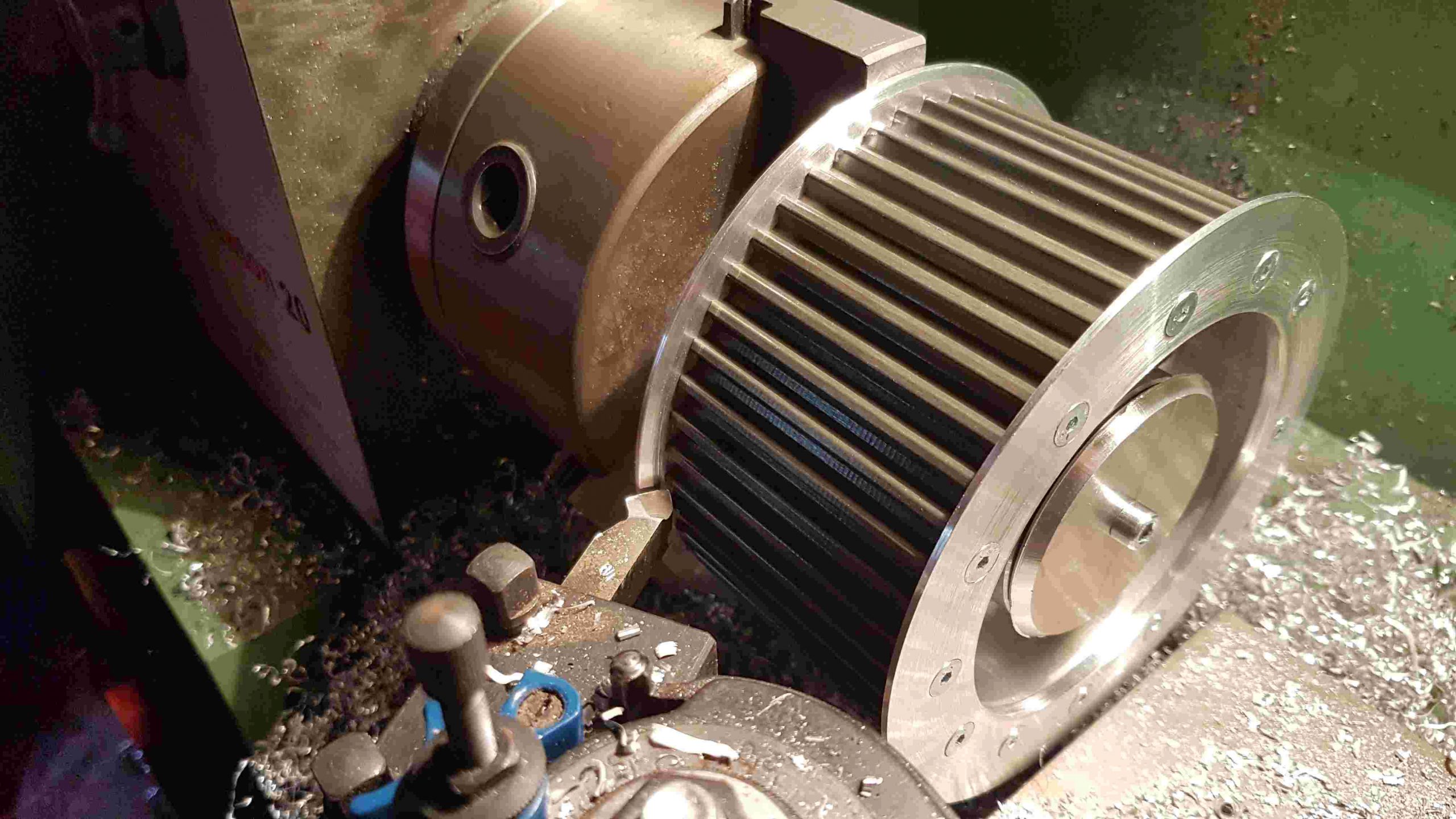
Sur l’établi, mise en place d’un pion de centrage du nez de réducteur au centre de deux pièces en bois d’équerre par rapport à l’établi:
Géométrie du positionnement:
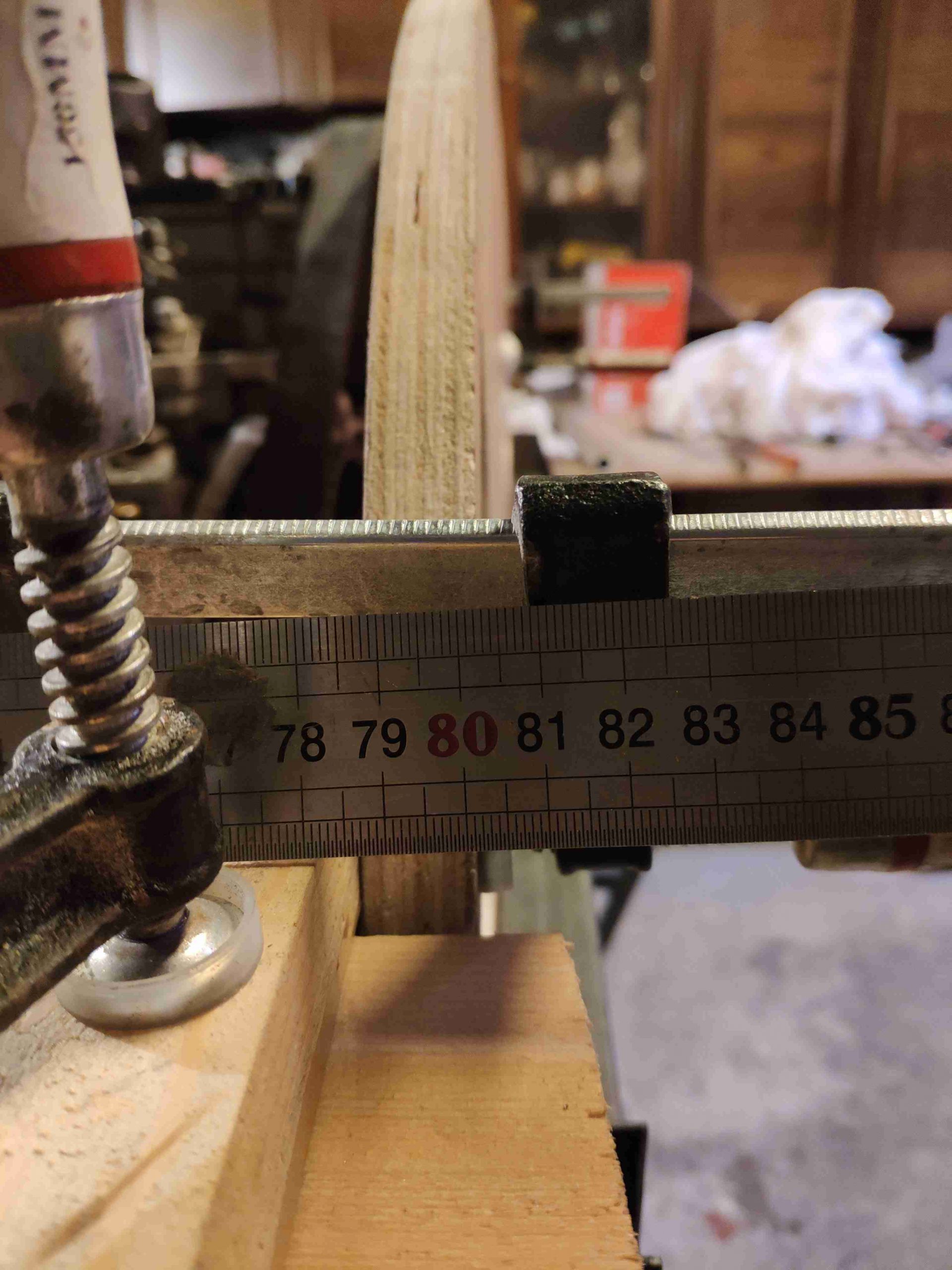
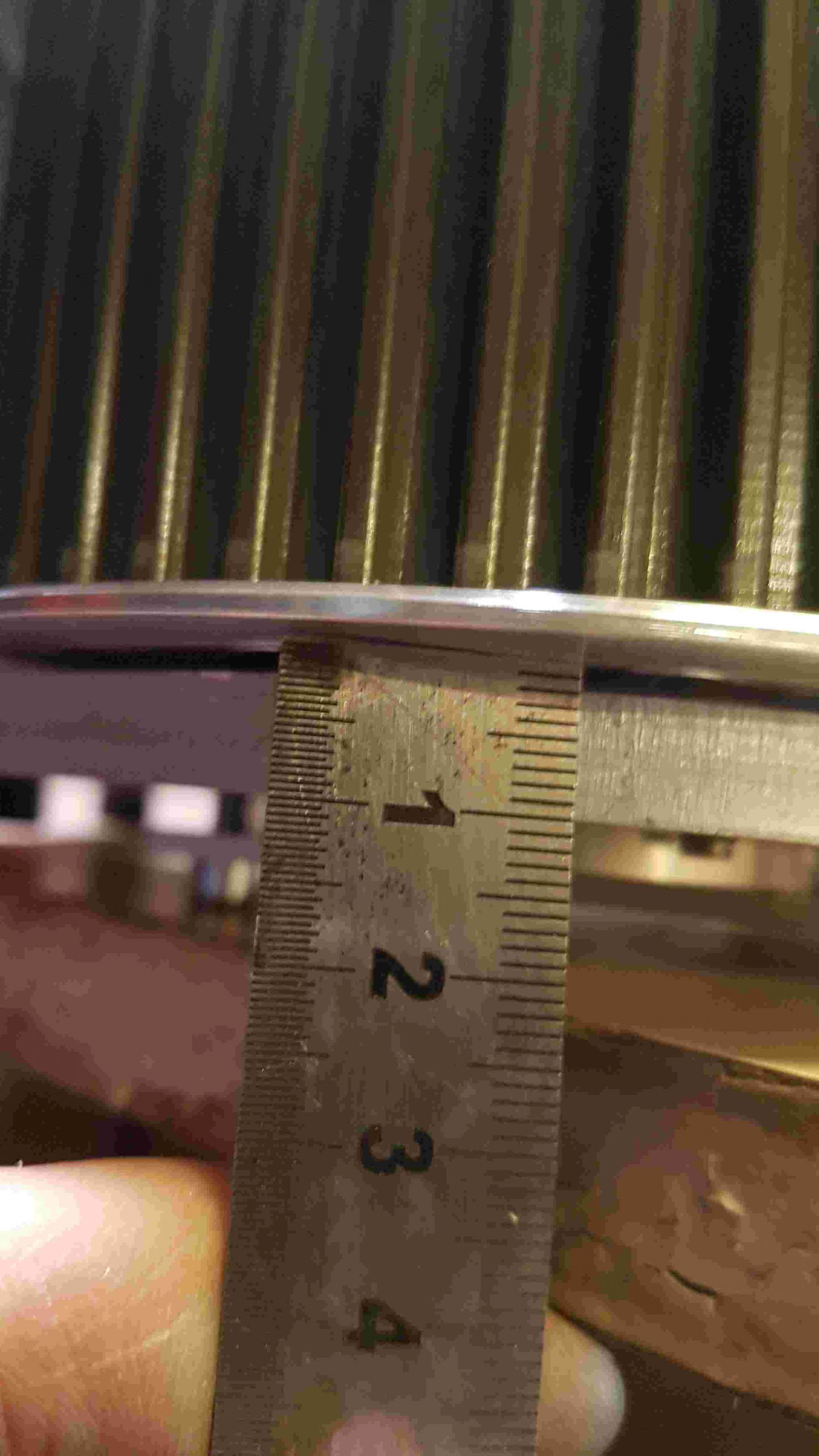
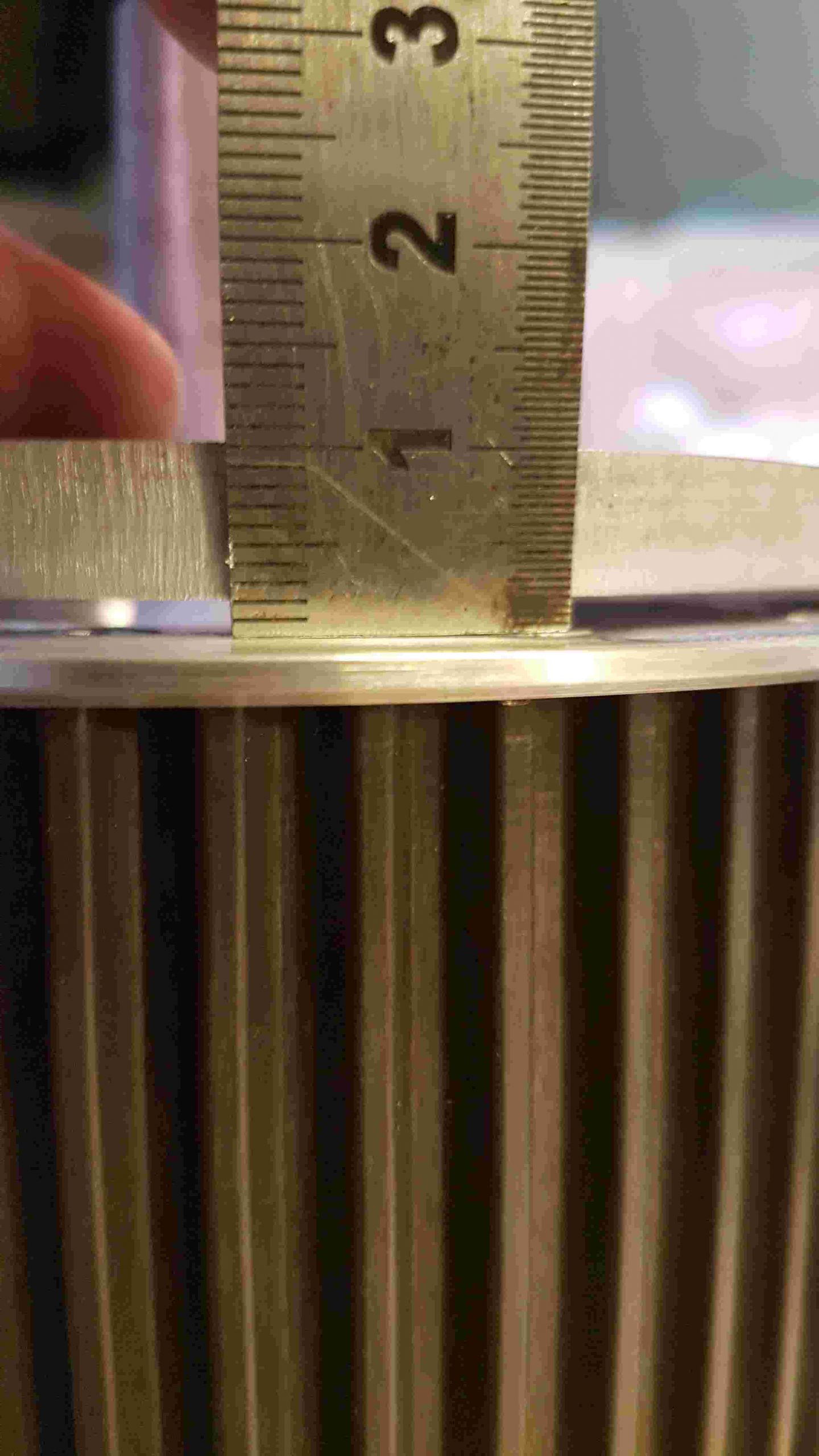
La photo de droite permet de verrouiller le positionnement de la pare feu à égale distance de chaque côté par rapport à l’établi (plus exactement du doigt de centrage qui est décollé de 20mm de l’établi) j’ai 780mm avec un espacement entre bloc et pare feu de 65mm
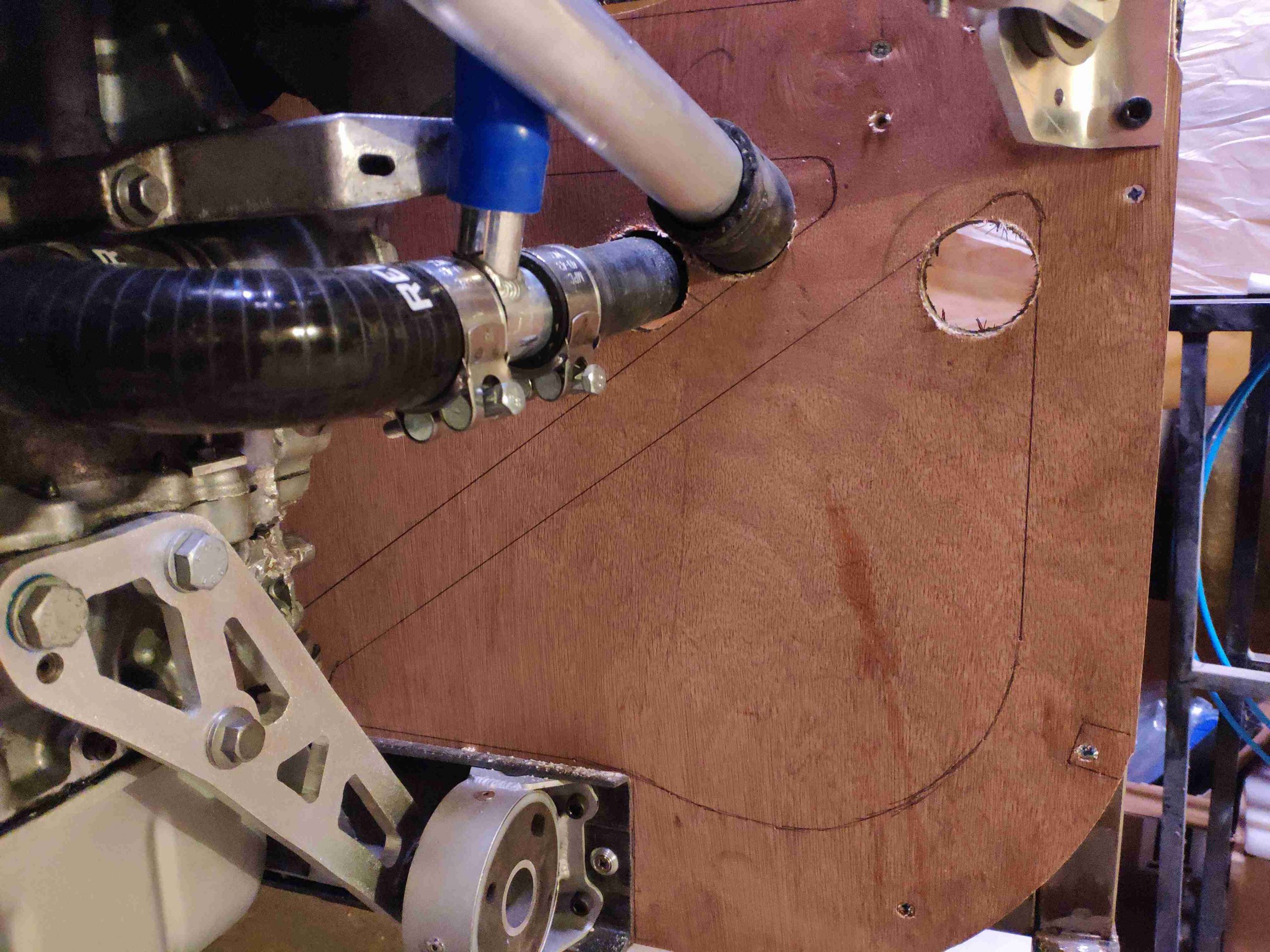
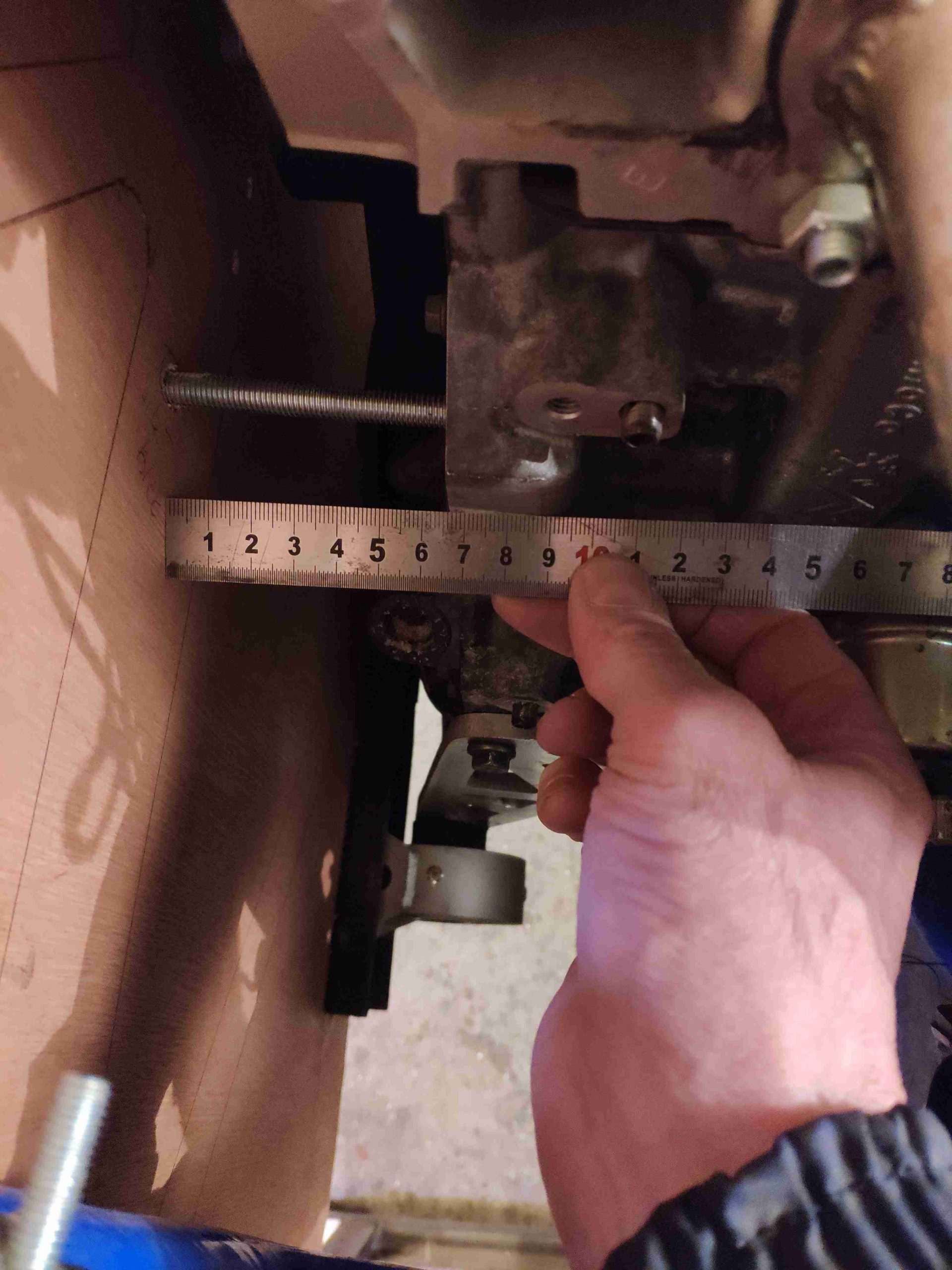
Vient maintenant le positionnement longitudinal, c’est à dire l’alignement avec l’axe de l’avion.
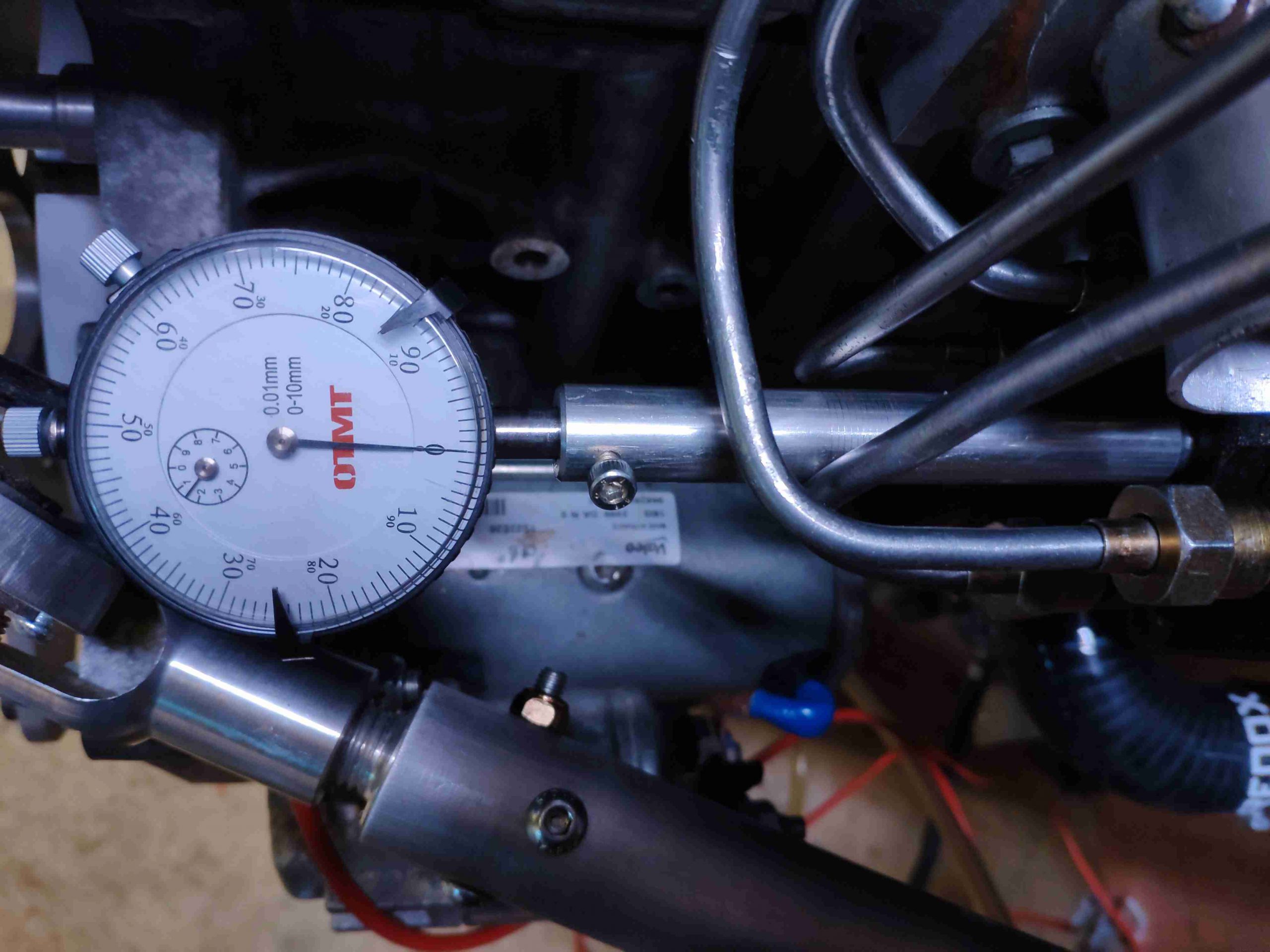
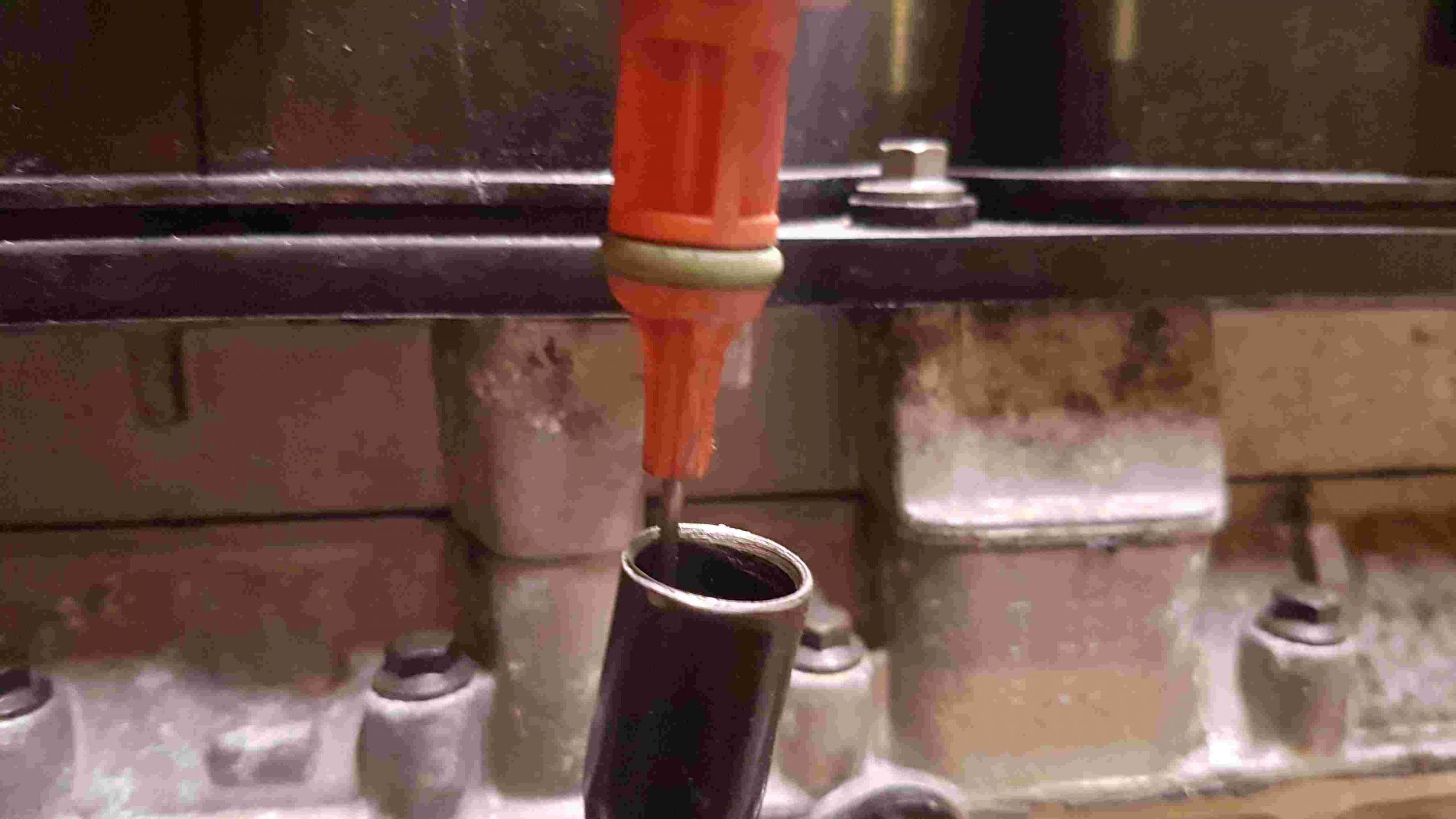
Je fixe sur le support d’hélice un tasseau qui permet de dégauchir aux extrémités l’angle que le moteur fait avec le montage et là, c’est le drame !
Sur la gauche j’ai 10mm vers l’avant, c’est à dire que l’arrière du moteur est décalé à gauche (l’hélice étant toujours au centre)
si on fait un peu de trigo, 840 pour la pare feu (420 pour la moitié)
tg de l’angle=10/420
soit un angle de 1,36° vers la droite Parfait ! je cherchais quelque chose entre 1 et 1,5 degrés.
Ce montage d’atelier pour le positionnement du moteur donne toute satisfaction avec la précision en prime.