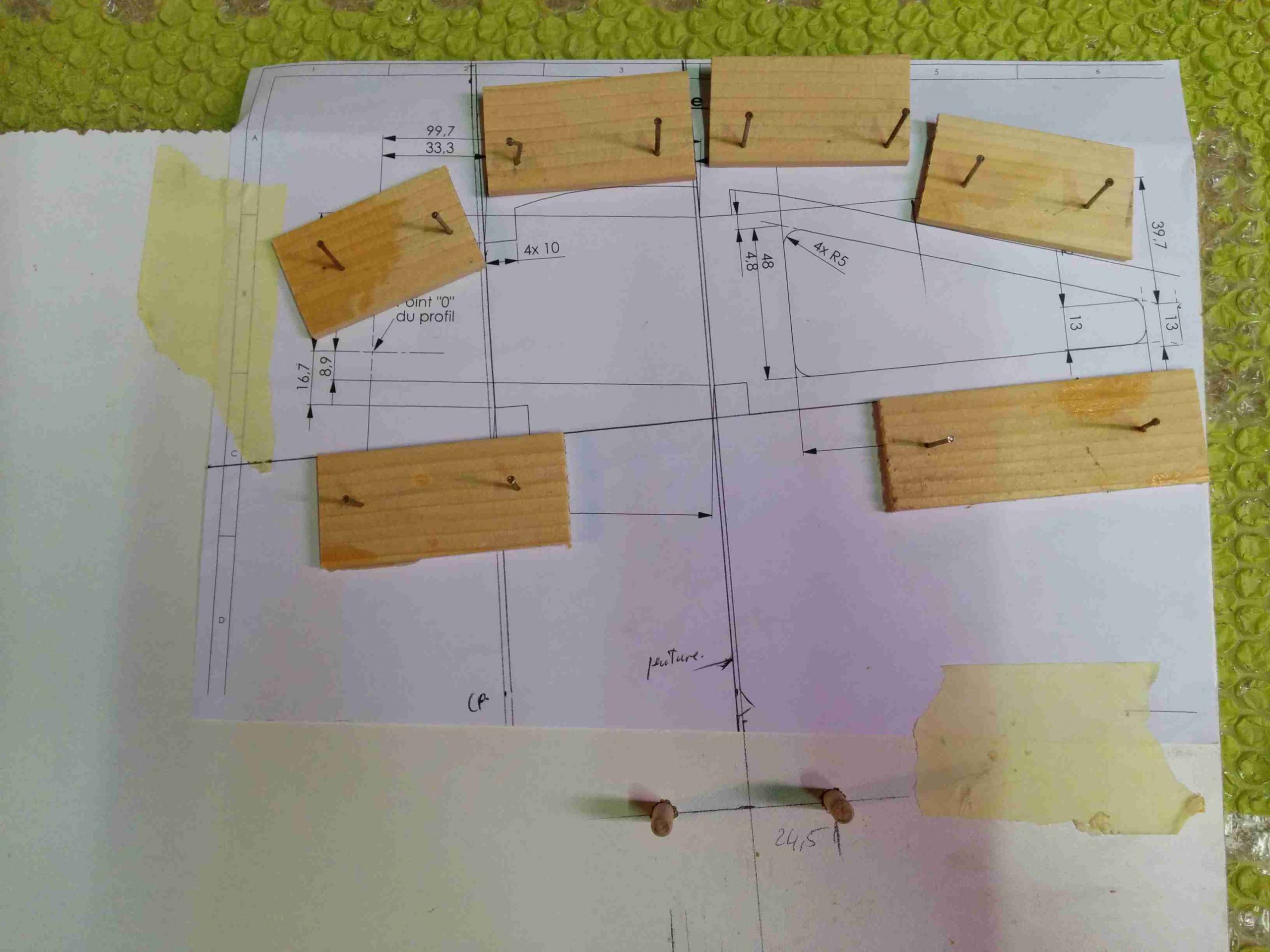
Axes d’ailes
Les axes sont en « Stub » 100c6 diamètre 18
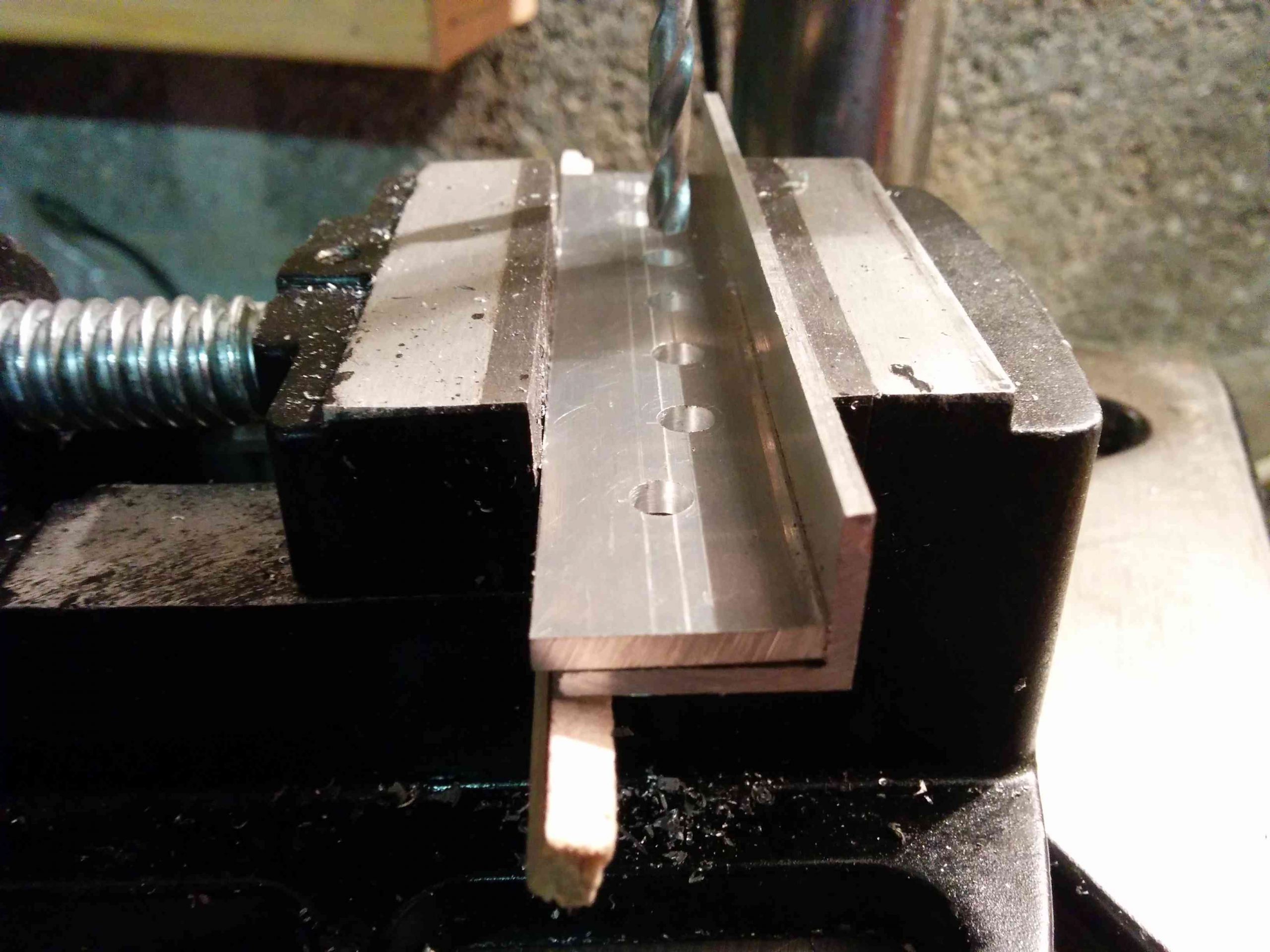
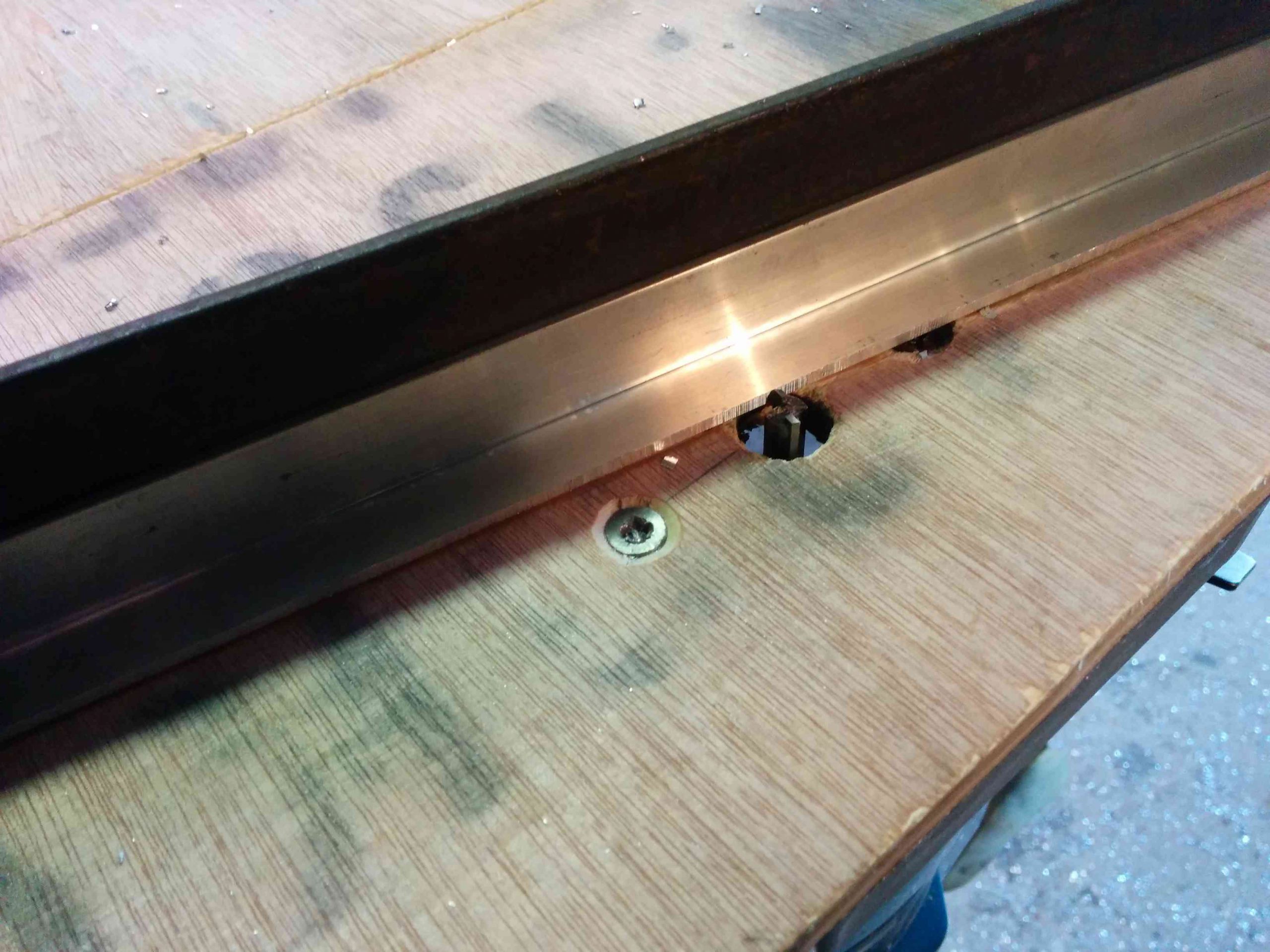
Je les perce de part en part à 8mm pour allègement
Je perce le côté conique à 10mm sur 20mm encore pour allègement
Le côté gauche reçoit une vis M10x12 immobilisée en rotation par une goupille Mecanindus de 3mm. Cette vis servira à aider à sortir ou rentrer l’axe entre les cadres et les longerons. Je place ensuite une rondelle en sandwich entre la vis et l’axe.
Les axes coulissent dans les cadres et les longerons sur un baguage en 2017 qui sera collé au floc.

Comment percer un axe qui fait 135mm de long ?
- percer à 5 de chaque côté jusqu’à la fin du dessin du taillage du foret
- agrandir à 8 de chaque côté
- prendre le foret de 5 en bout,
- de chaque côté aller le plus loin possible, ça débouche après retournement
- Je l’agrandis de chaque côté à 8 et le trou est fait.
Axes d’ailes prêts à claveter avec précision.