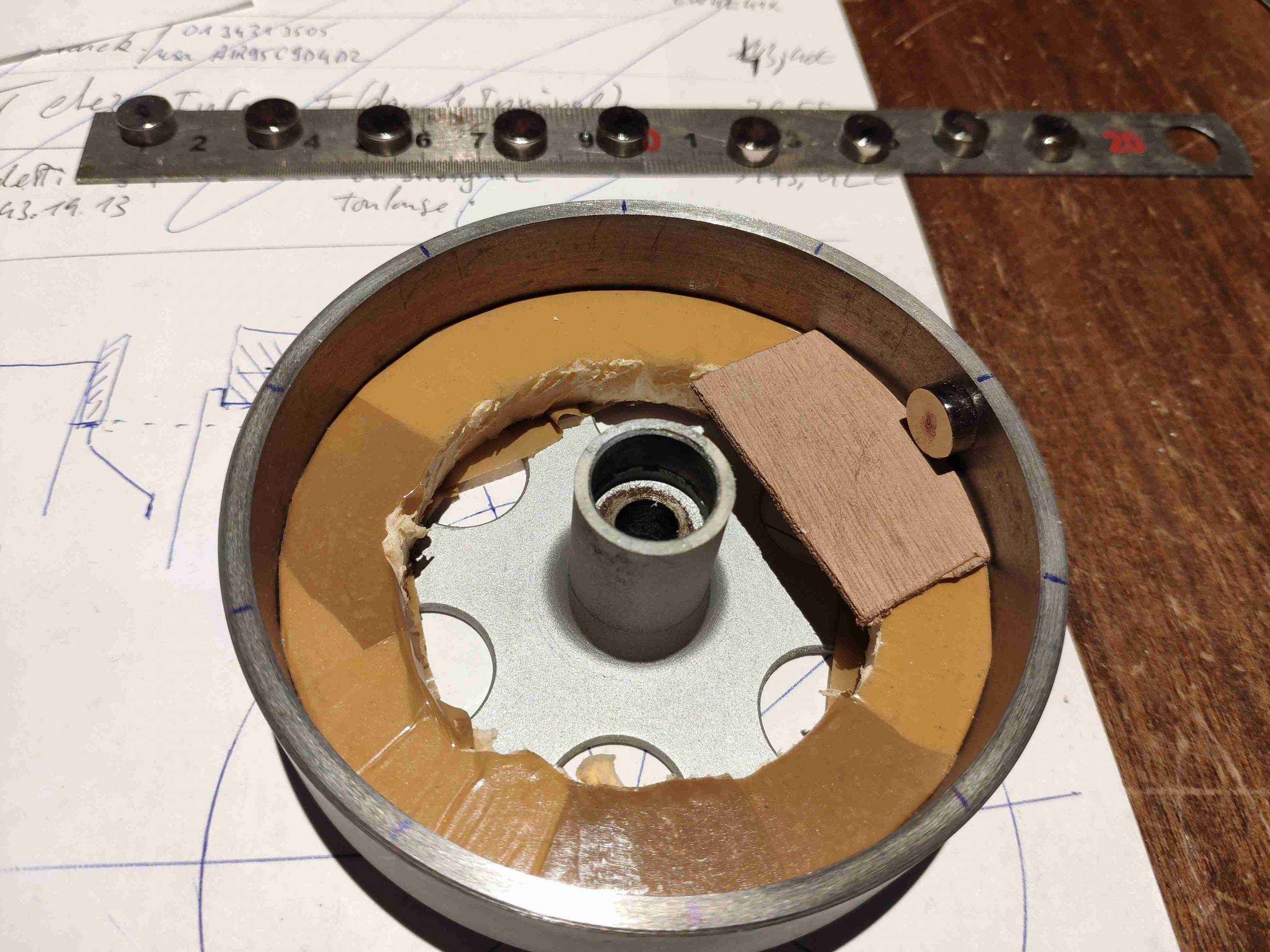
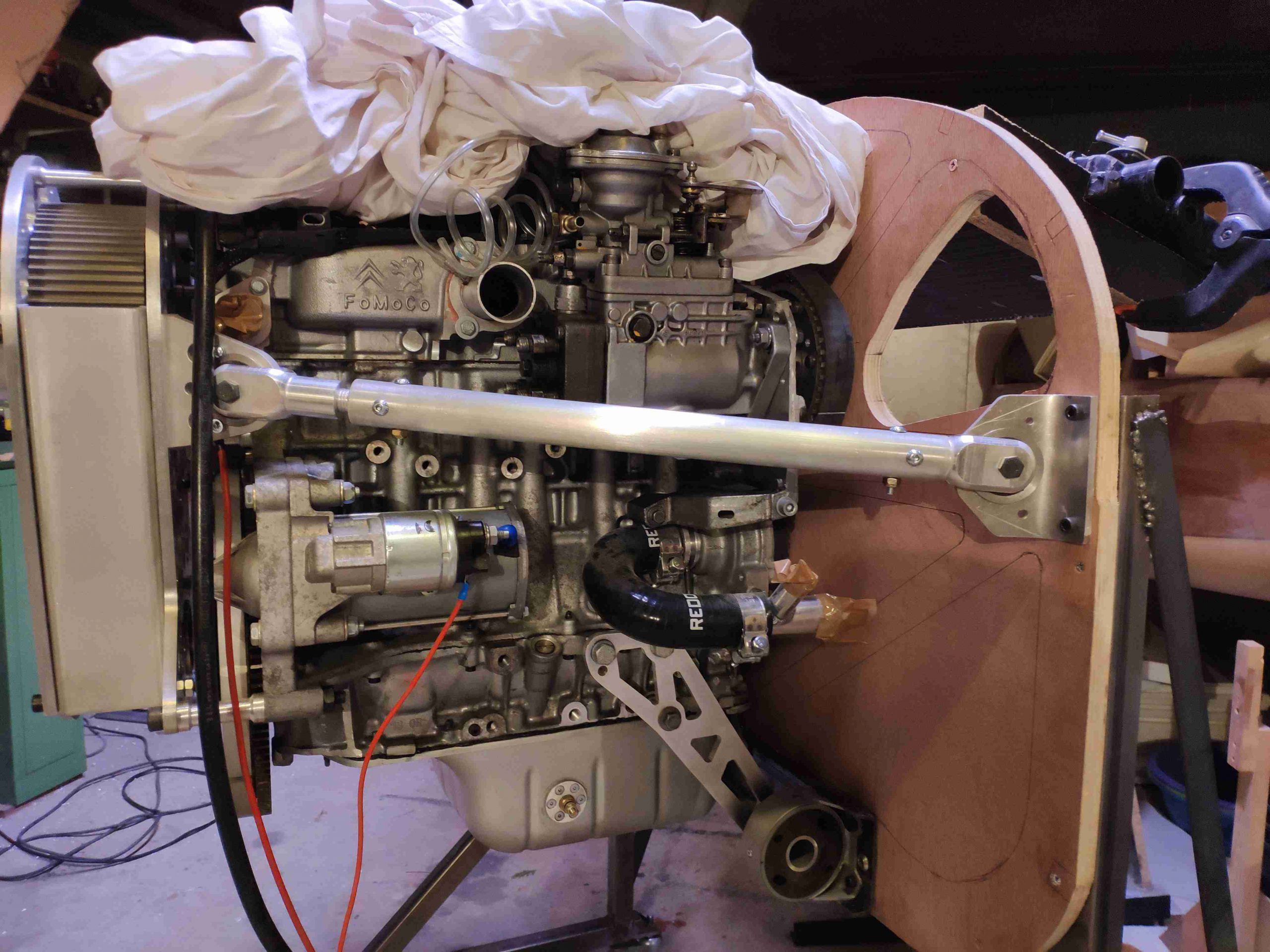
Fabrication et assemblage de la suspension train avant
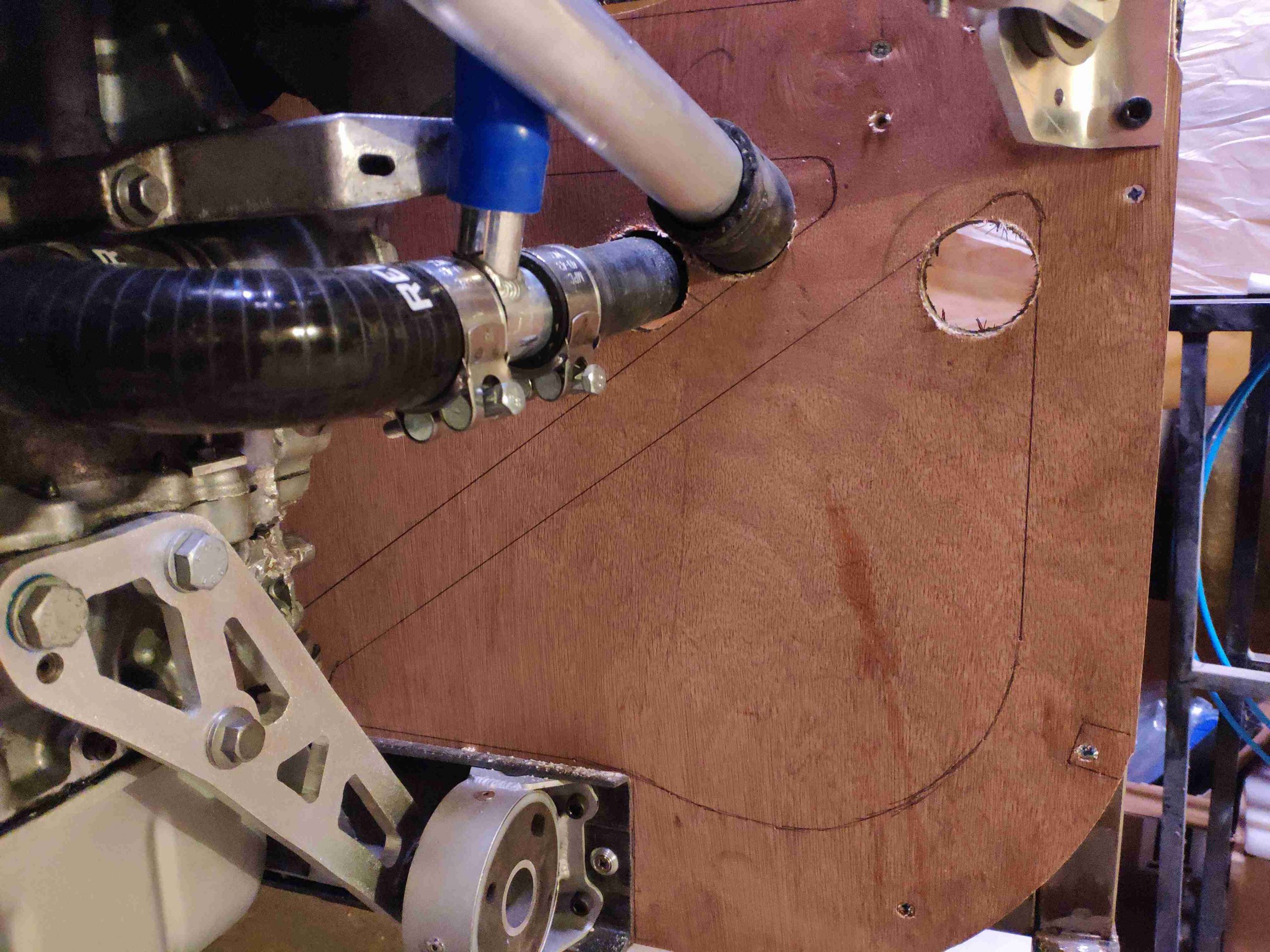
Fixation de l’élastique en partie basse à l’aide de pièces toutes en alu
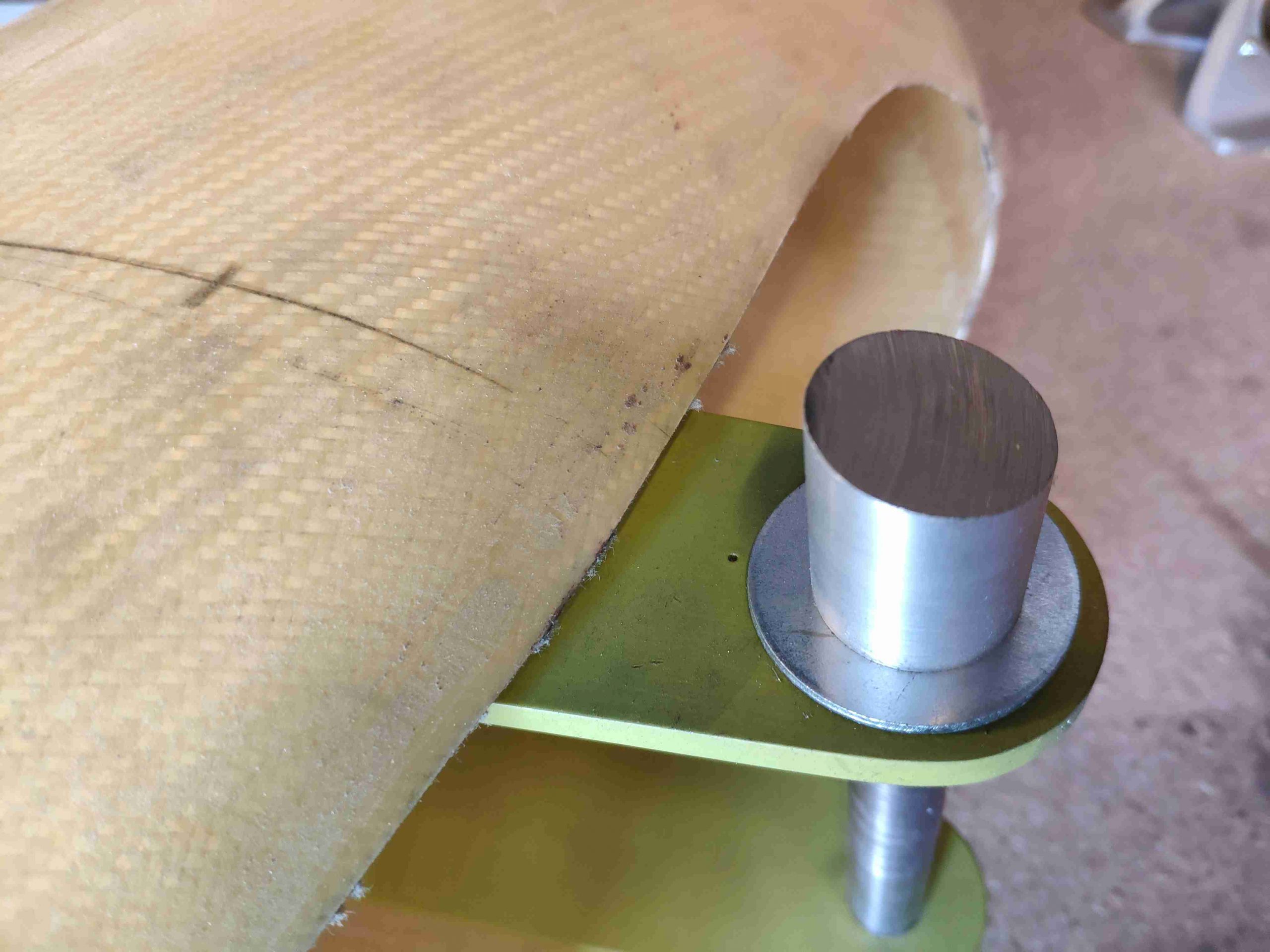
un rond en dural de 10mm percé de part en part à 5mm car filetages de 6 en bout. Ce rond entrera dans les trous de la jambe de train.
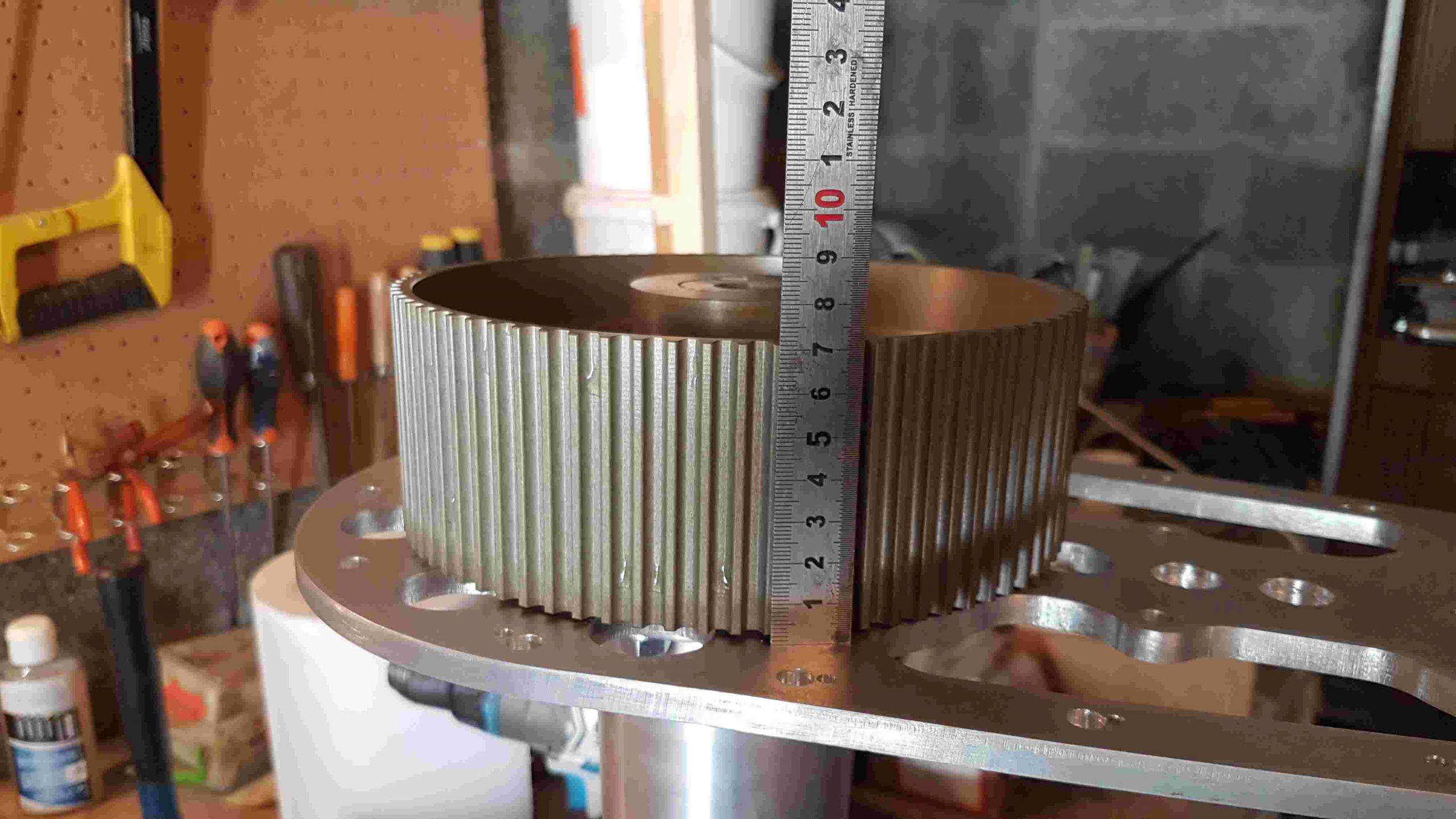
un tube en dural qui se place autour du rond et qui supportera l’élastique. Ce tube permet d’éviter aussi un éventuel mouvement des tôles du train.
deux rondelles et deux vis de 5 en alu (pas d’effort dans ce sens).


________________________________________________
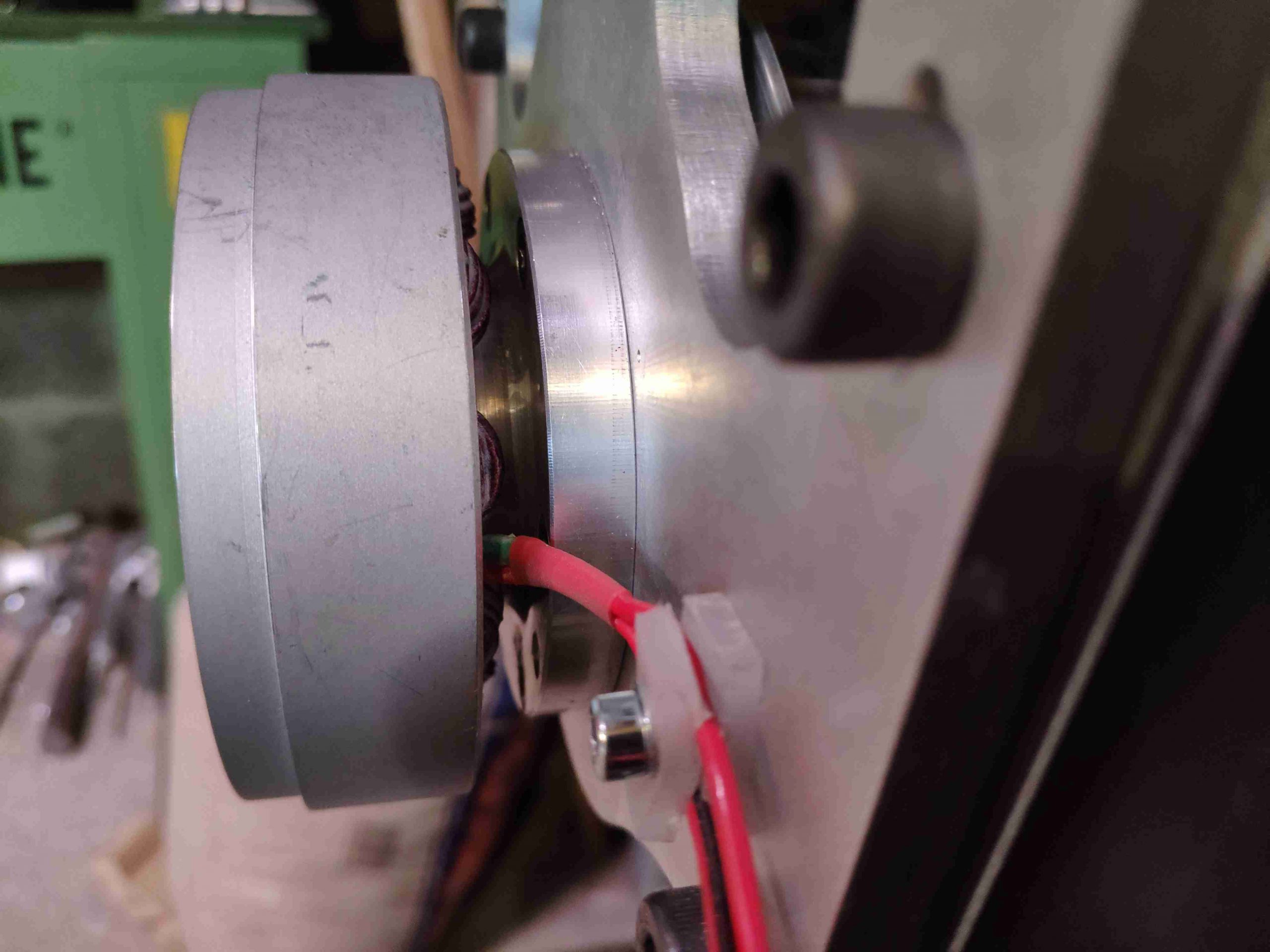
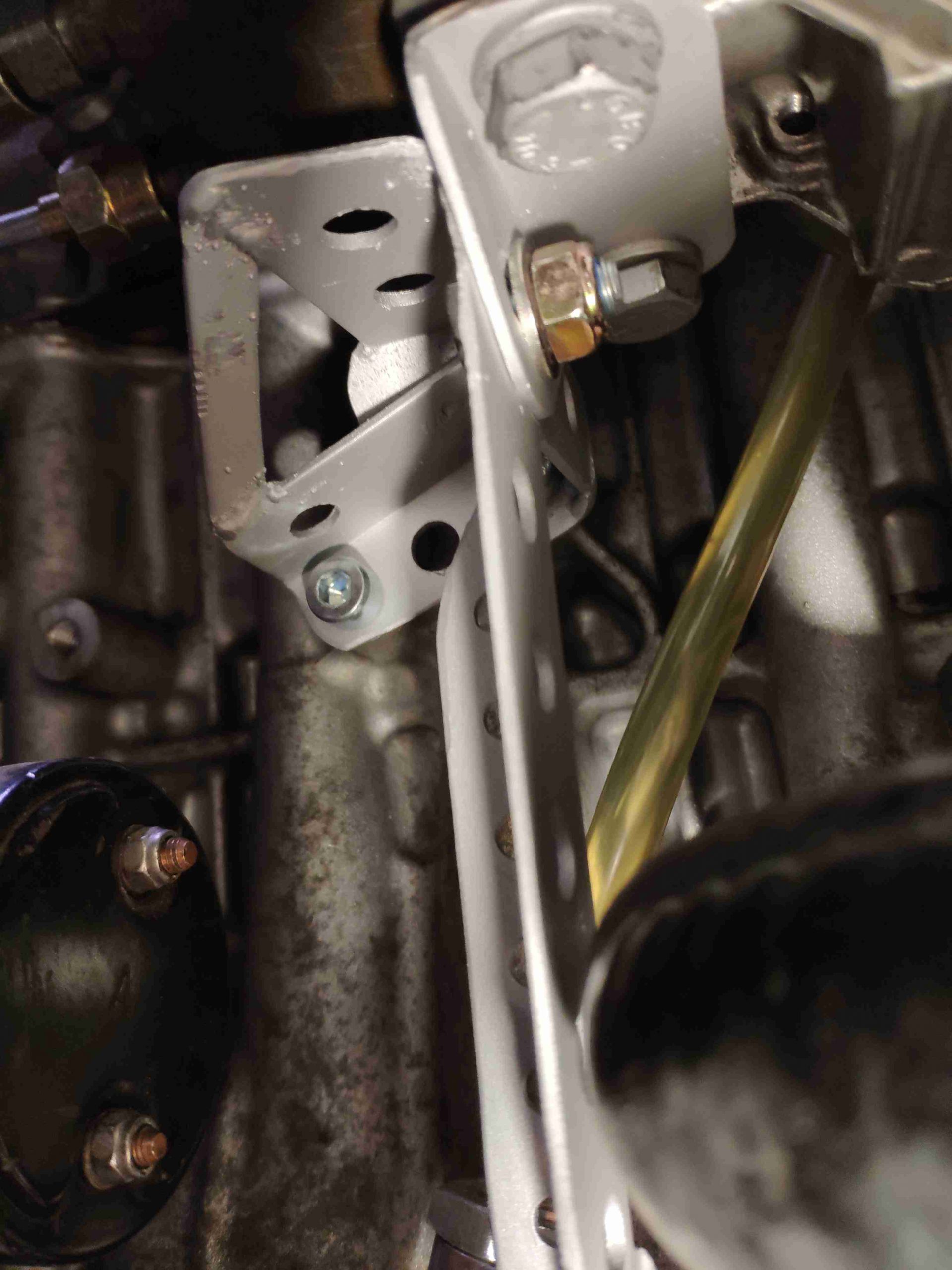
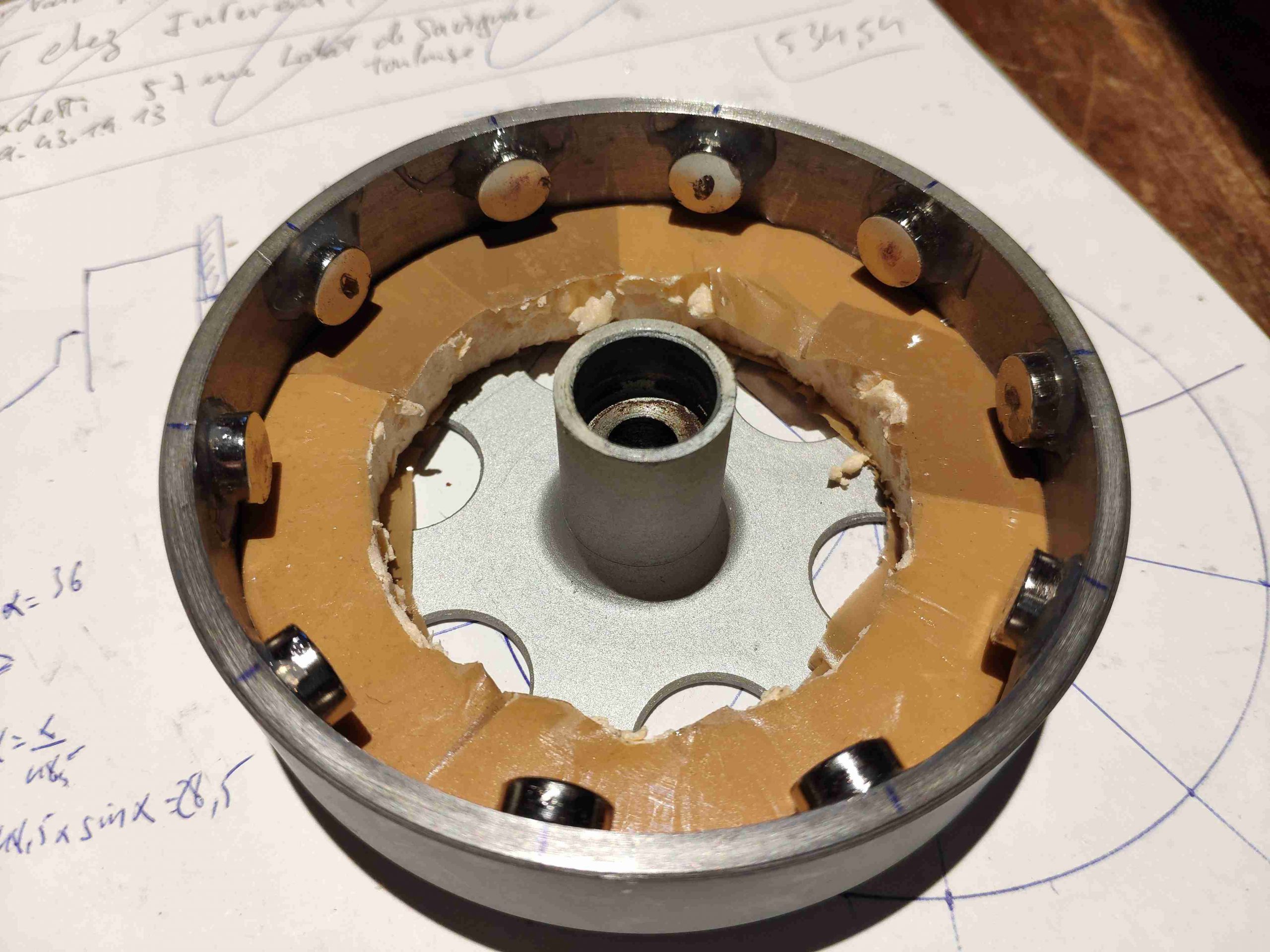
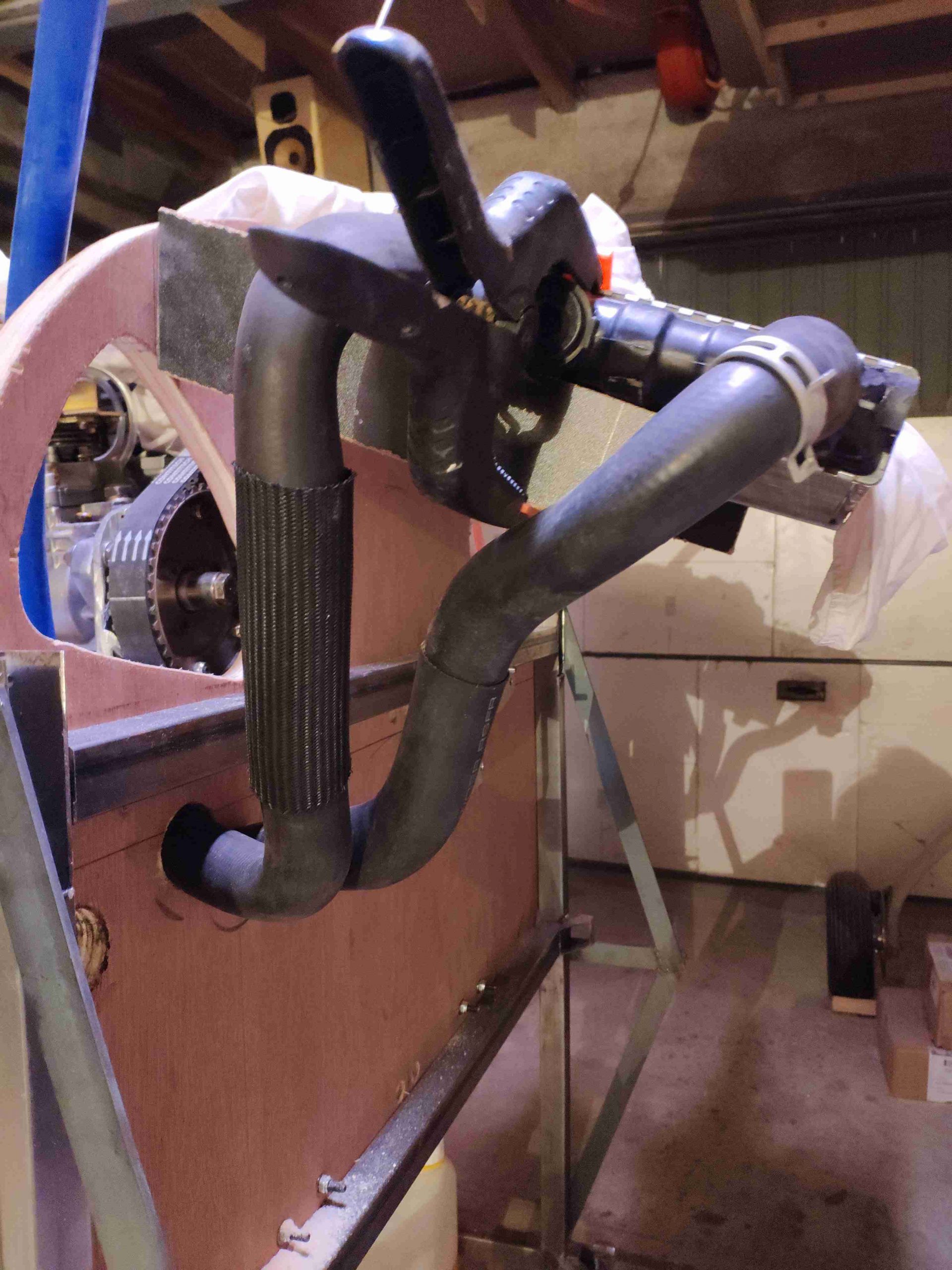
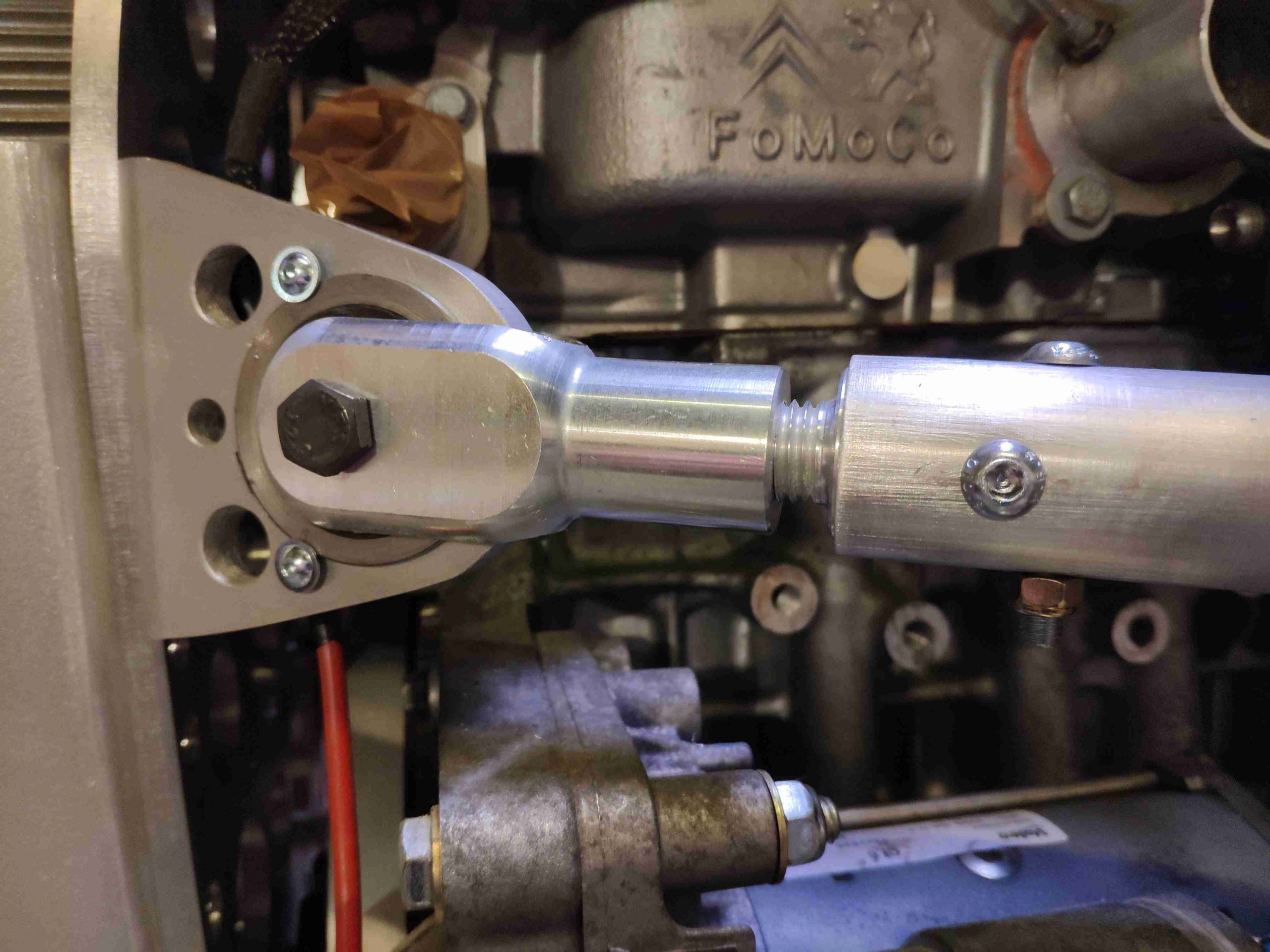
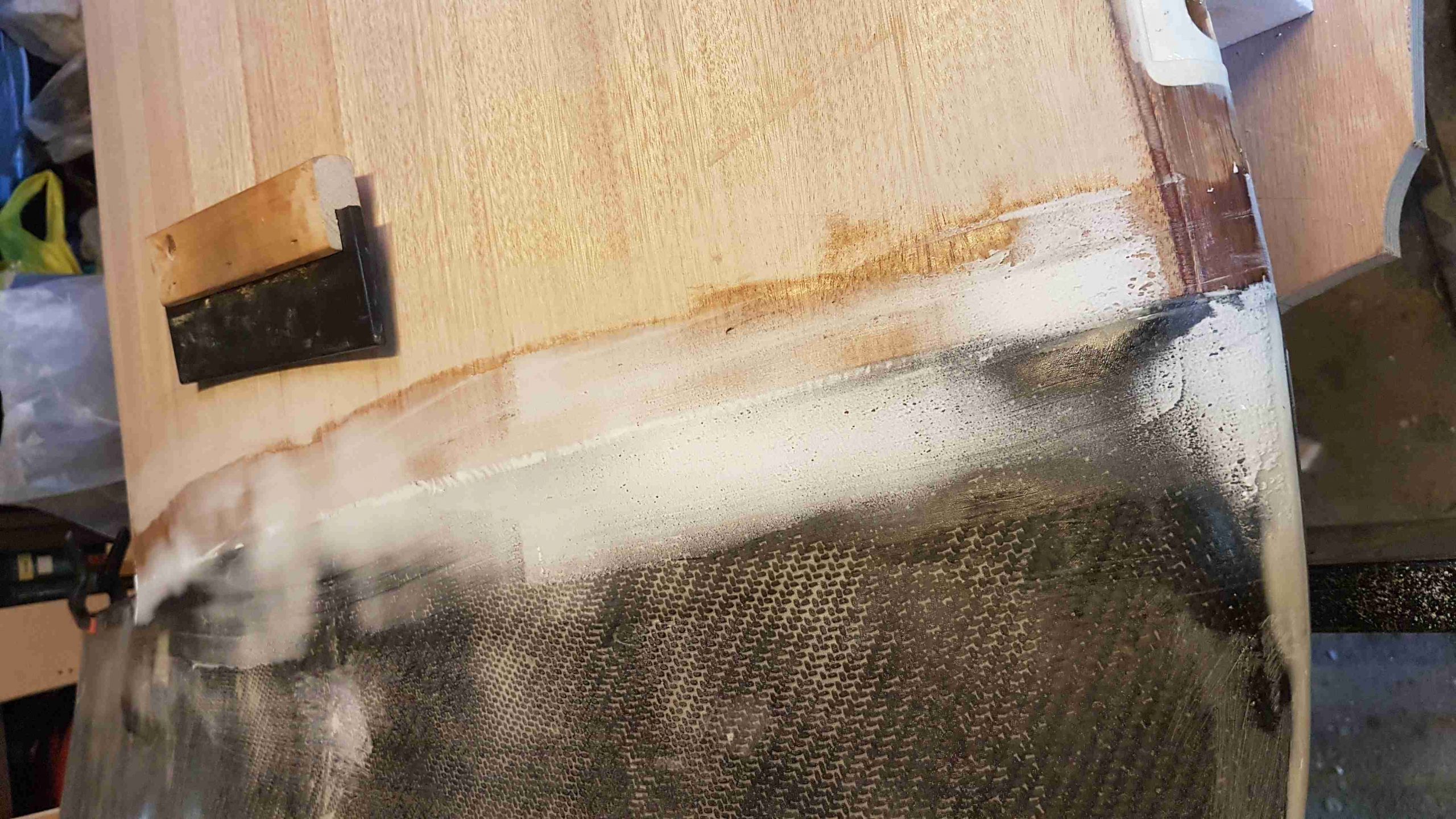
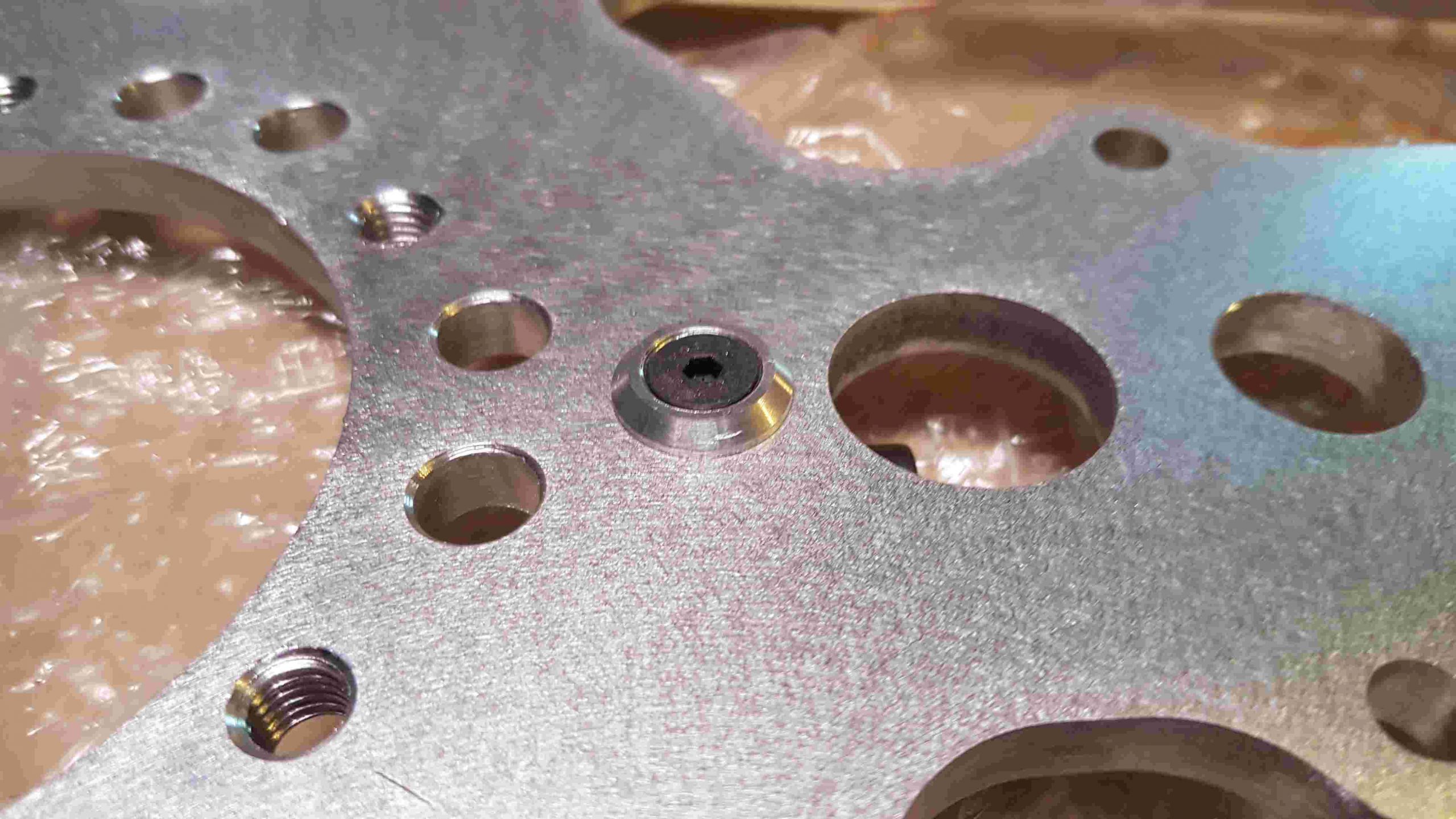
La tête de fourche est maintenue par des tétons usinés dans les vis. Ils viennent dans des trous pratiqués dans le tube de fourche.
La vis est bloquée au Loctite frein filet + un écrou alu qui permet aussi d’écarter la tresse pour qu’elle soit à la même largeur qu’en partie intermédiaire.


________________________________________________
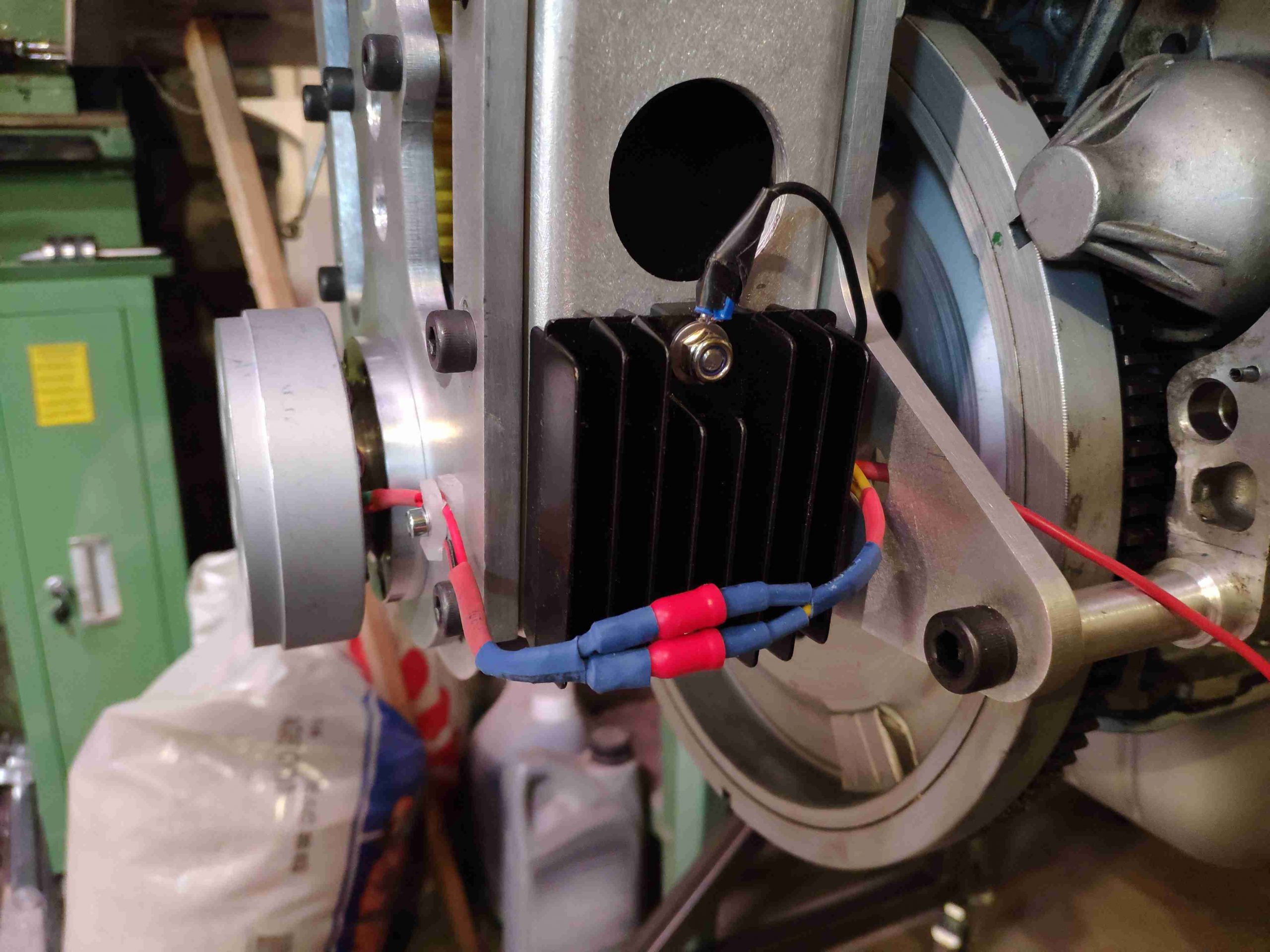
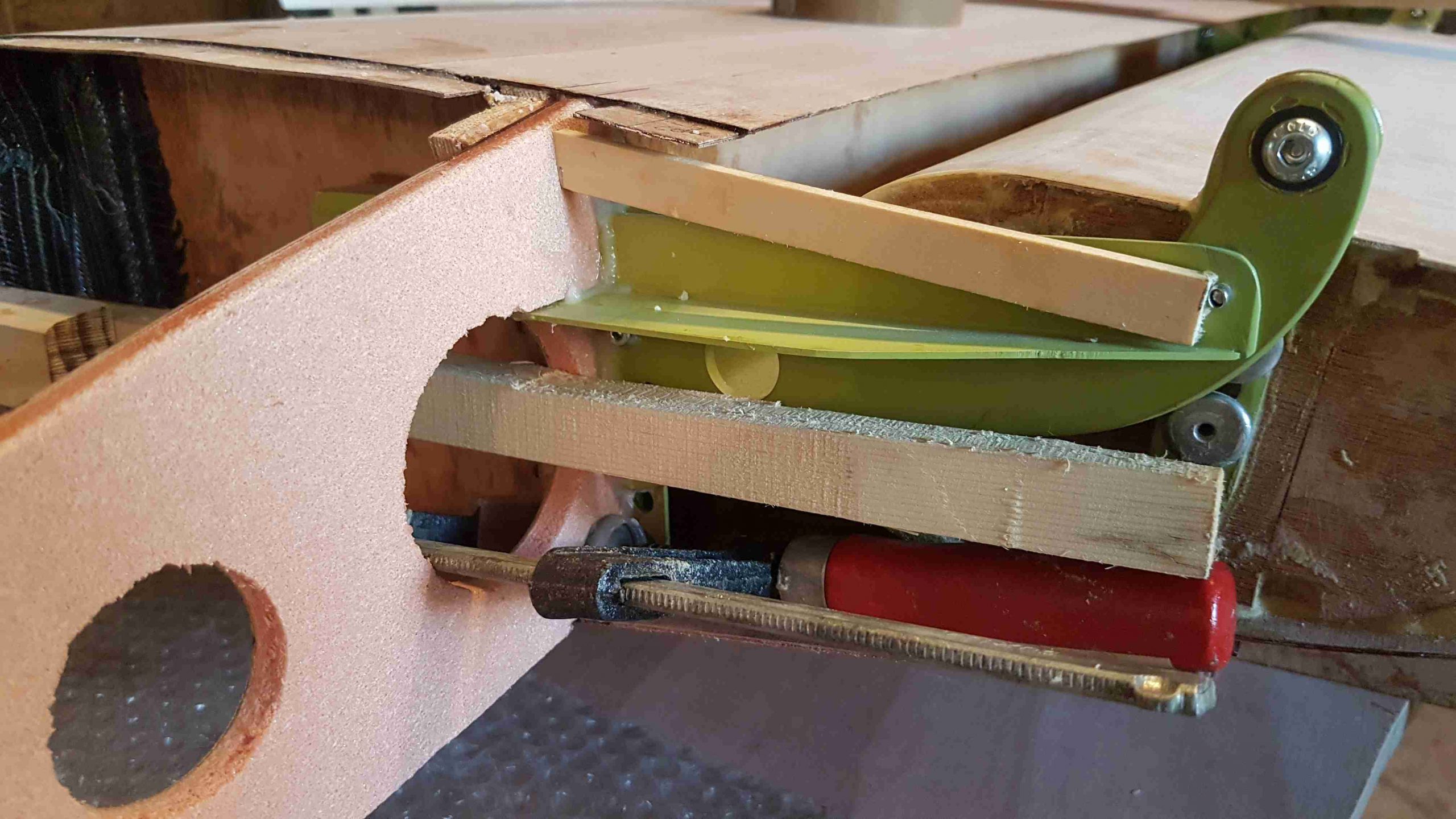
La partie intermédiaire qui supporte l’autre côté de l’élastique est un rond en dural de 15 percé à 10, il reçoit de chaque côté deux crochets pour la tresse Dyneema et un réglage avec un écrou et contre écrou sur le dessous, cela permettra même tout monté d’accéder au réglage de la suspension si besoin.


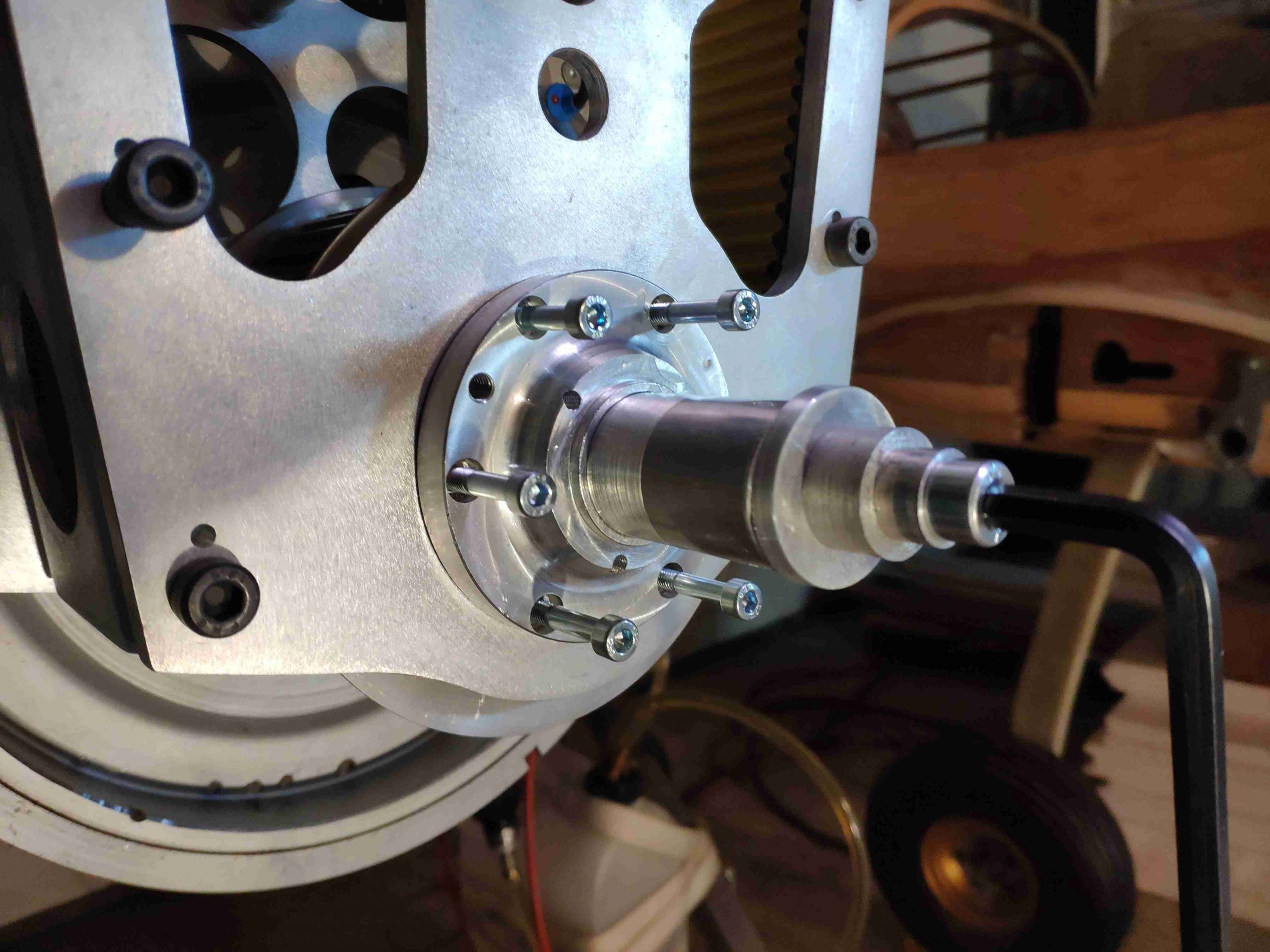
Ne reste plus qu’à trouver 95 Kg pour charger la roue et effectuer un pré réglage !
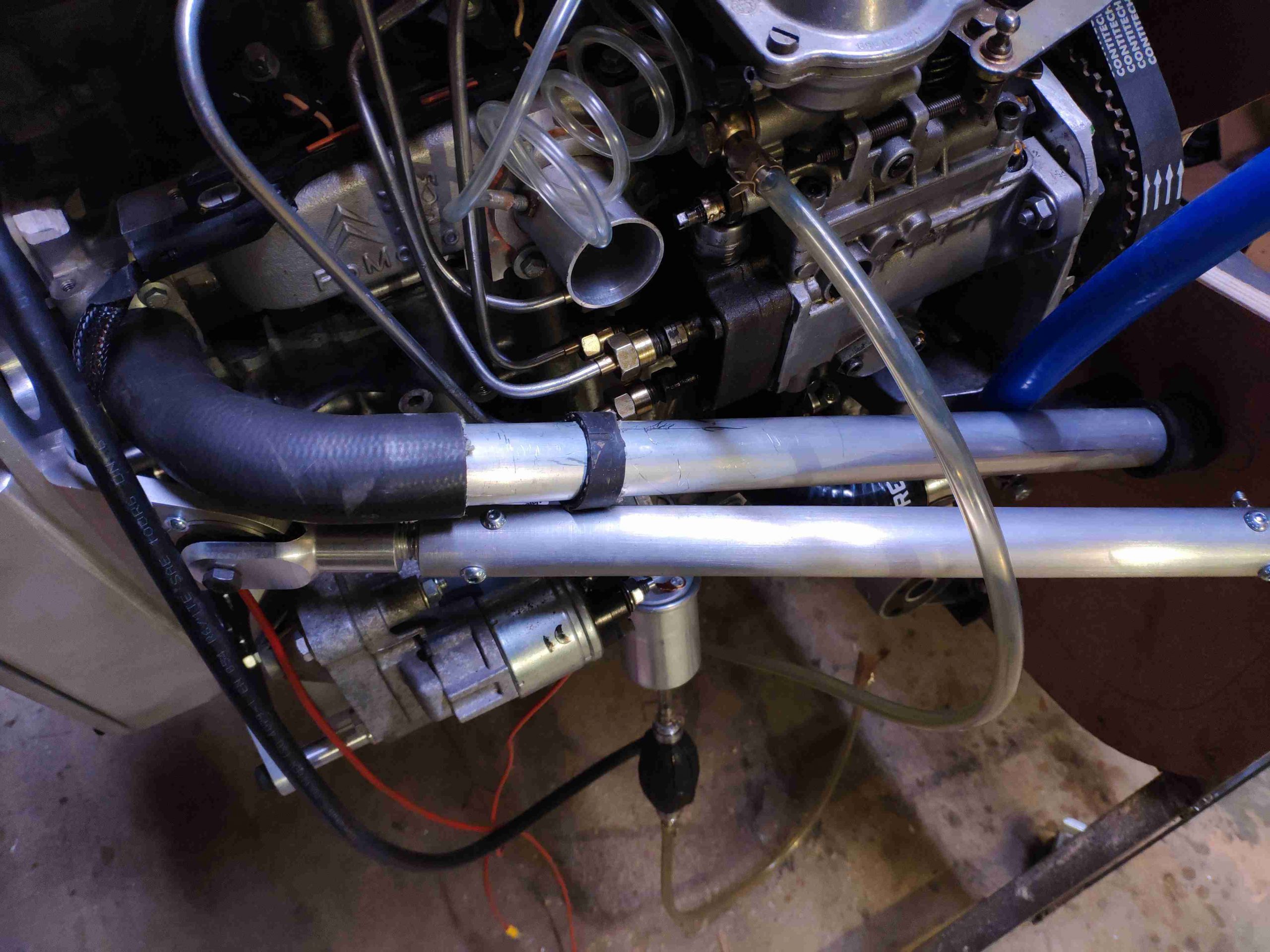
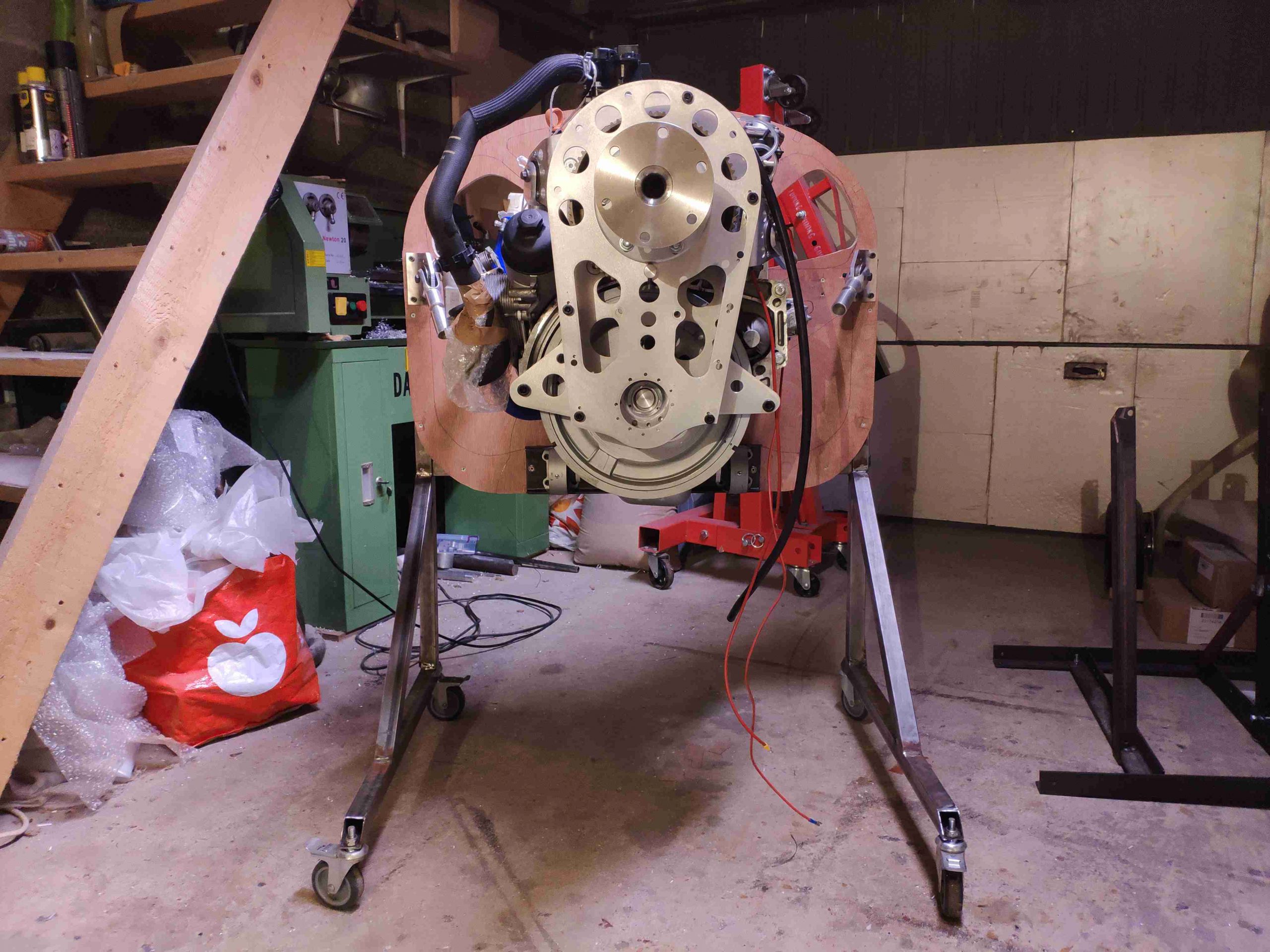
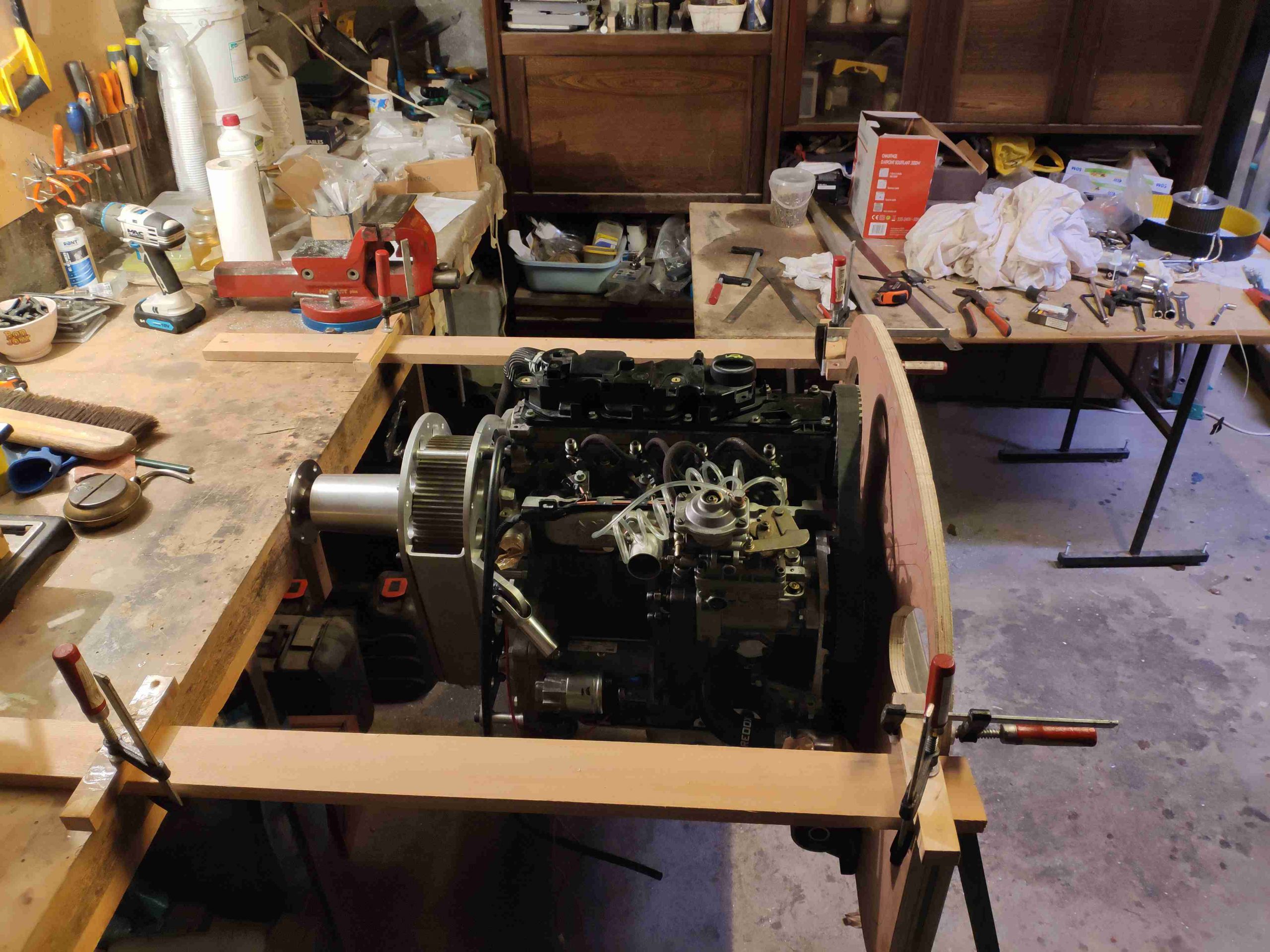
Plus qu’à régler avec le moteur en place la fabrication et l’assemblage de la suspension train avant