Fabrication d’un collecteur d’échappement sur mesure suite à des fissures sur celui d’origine malgré un montage souple pour absorber les vibrations et mouvements de dilatation.
j’ai fait ressouder l’ancien collecteur au TIG mais il s’est déformé, impossible à remonter sur la culasse.
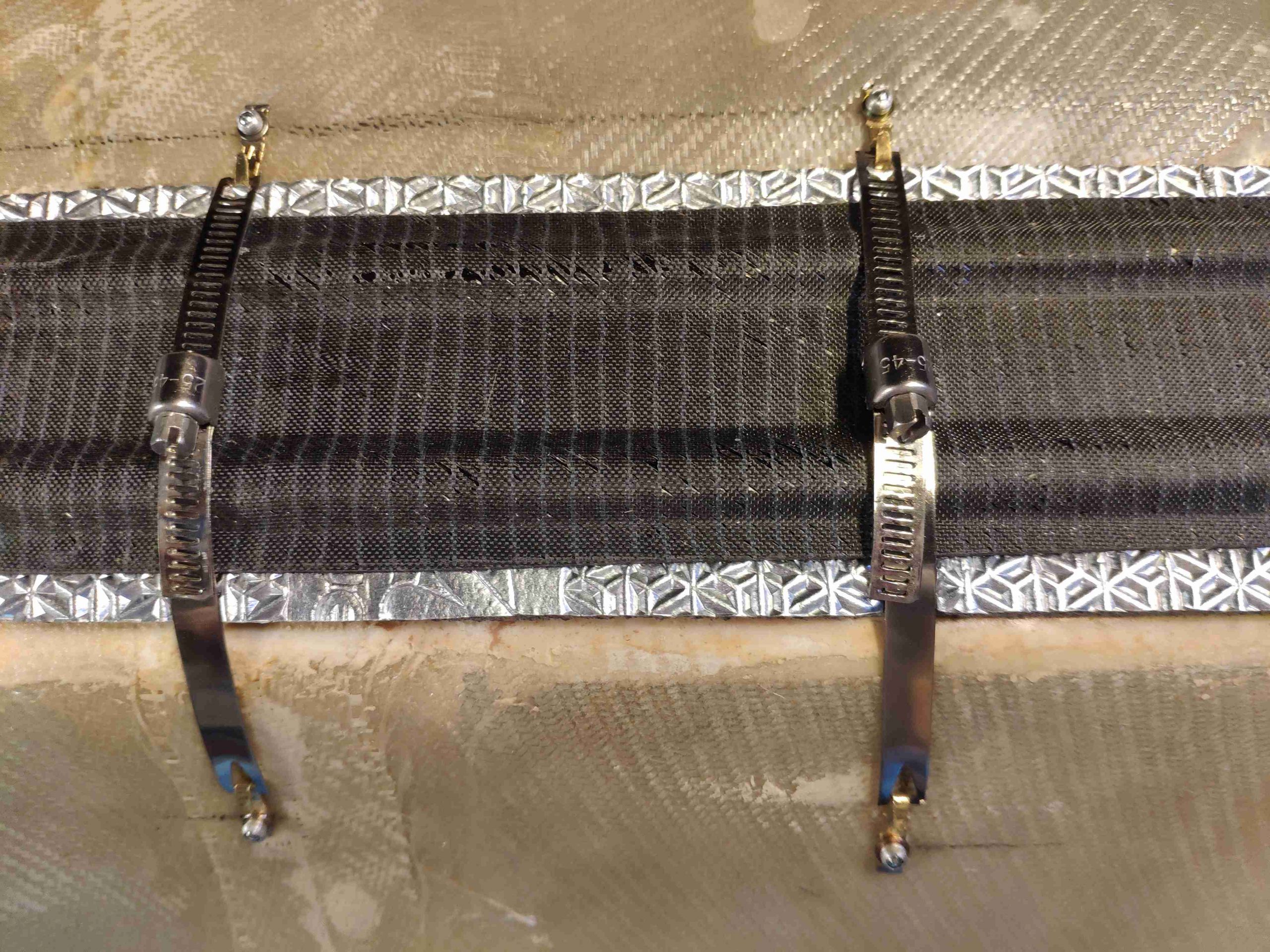
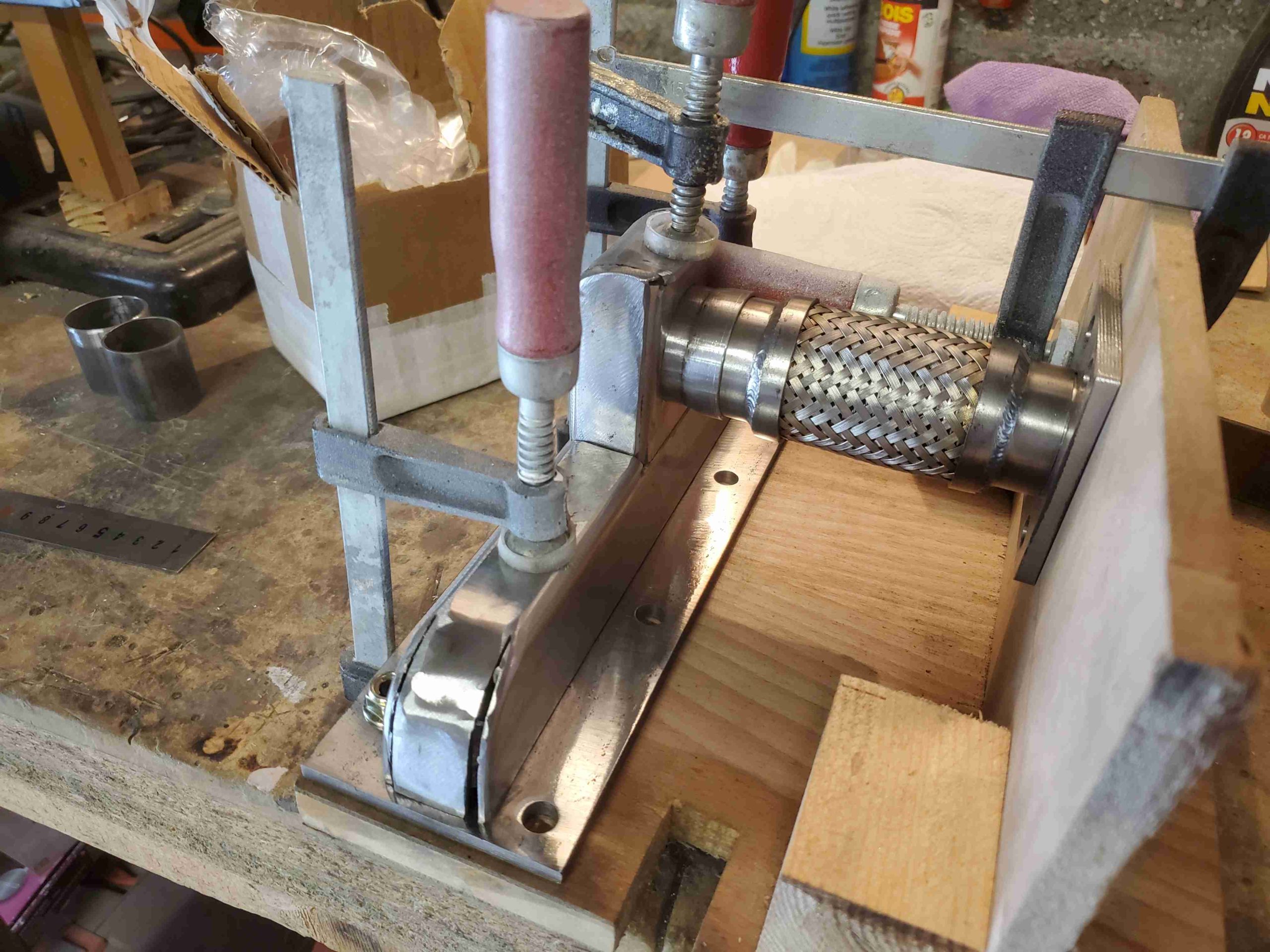
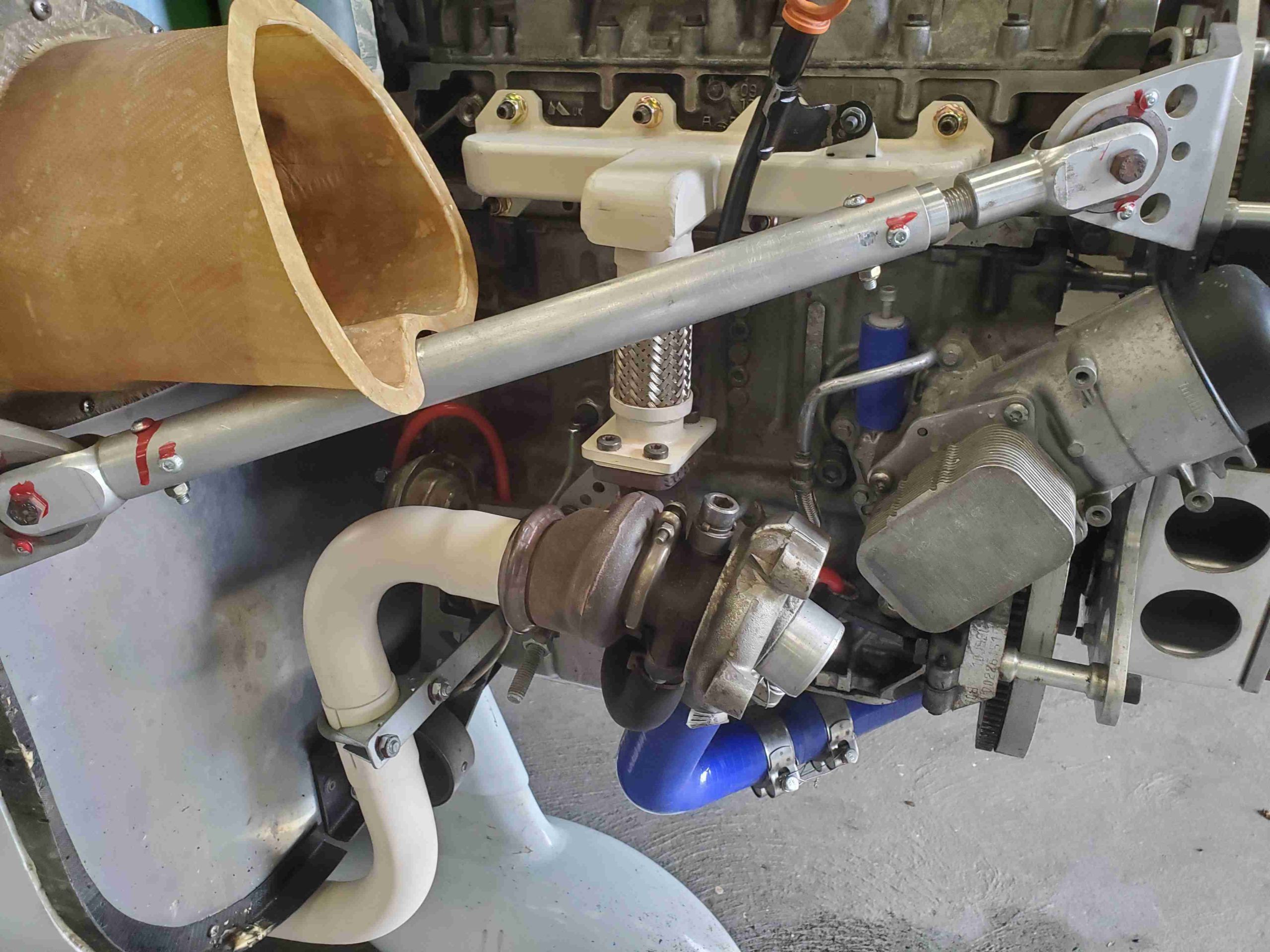
j’ai donc pris la décision de fabriquer un collecteur d’échappement en acier très fiable tel que préconisé dans la nouvelle liasse, j’ai même ajouté un accouplement par tresse d’échappement pour ne prendre aucun risque.
voir modification à la fin de cet article
________________________________________
Achat de rectangle acier 30*50 épaisseur 3mm et plaque de 8mm d’épaisseur pour les plans de joint.
découpes et montage sur un chantier de soudage et retour de soudure:

Usinage du plan de joint grâce au savoir faire de Jacky, un éminent membre de l’ACAAM:
Vidéo fraiseuse et « bête à corne »

mise en peinture céramique et cuisson:

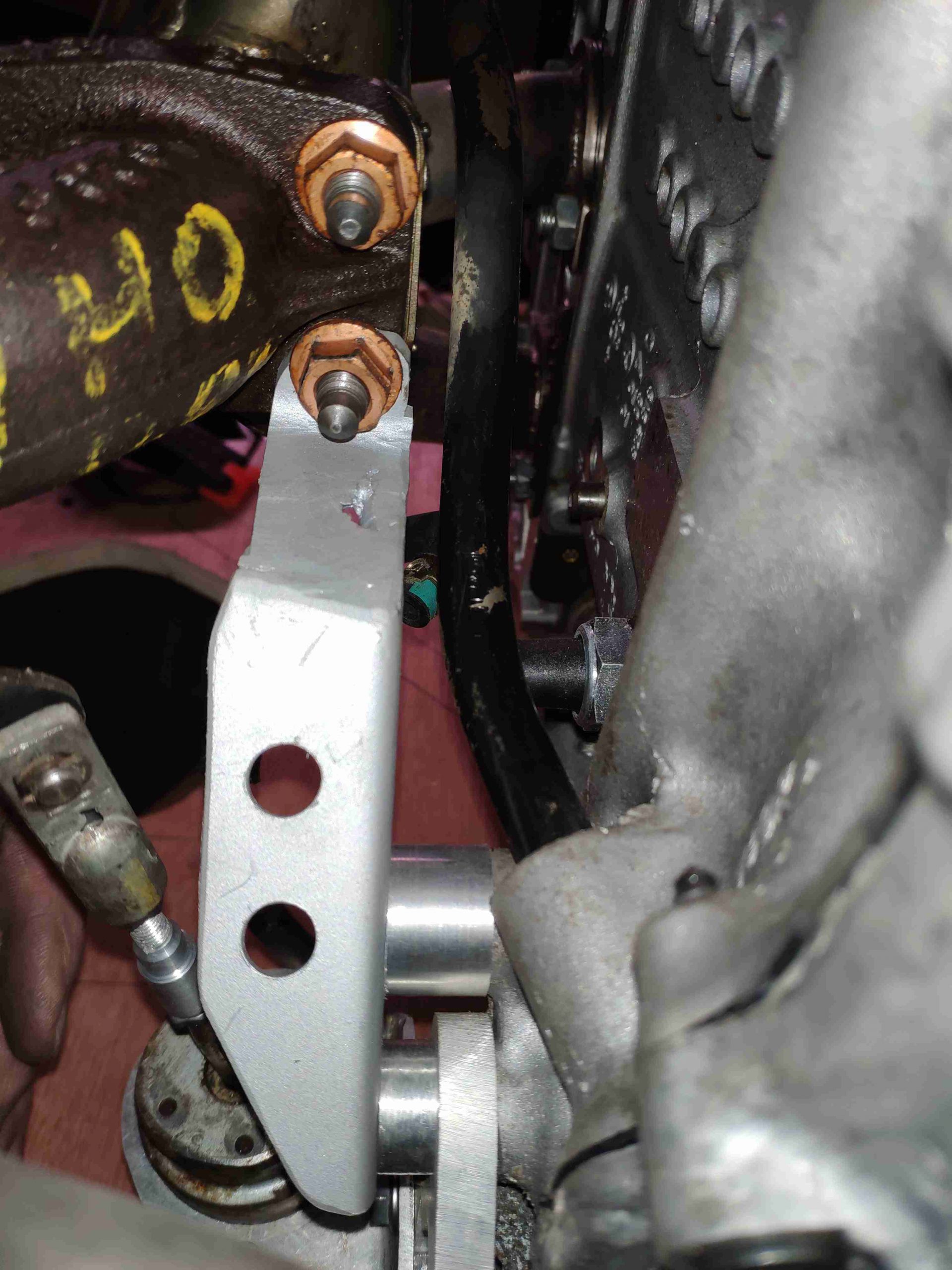
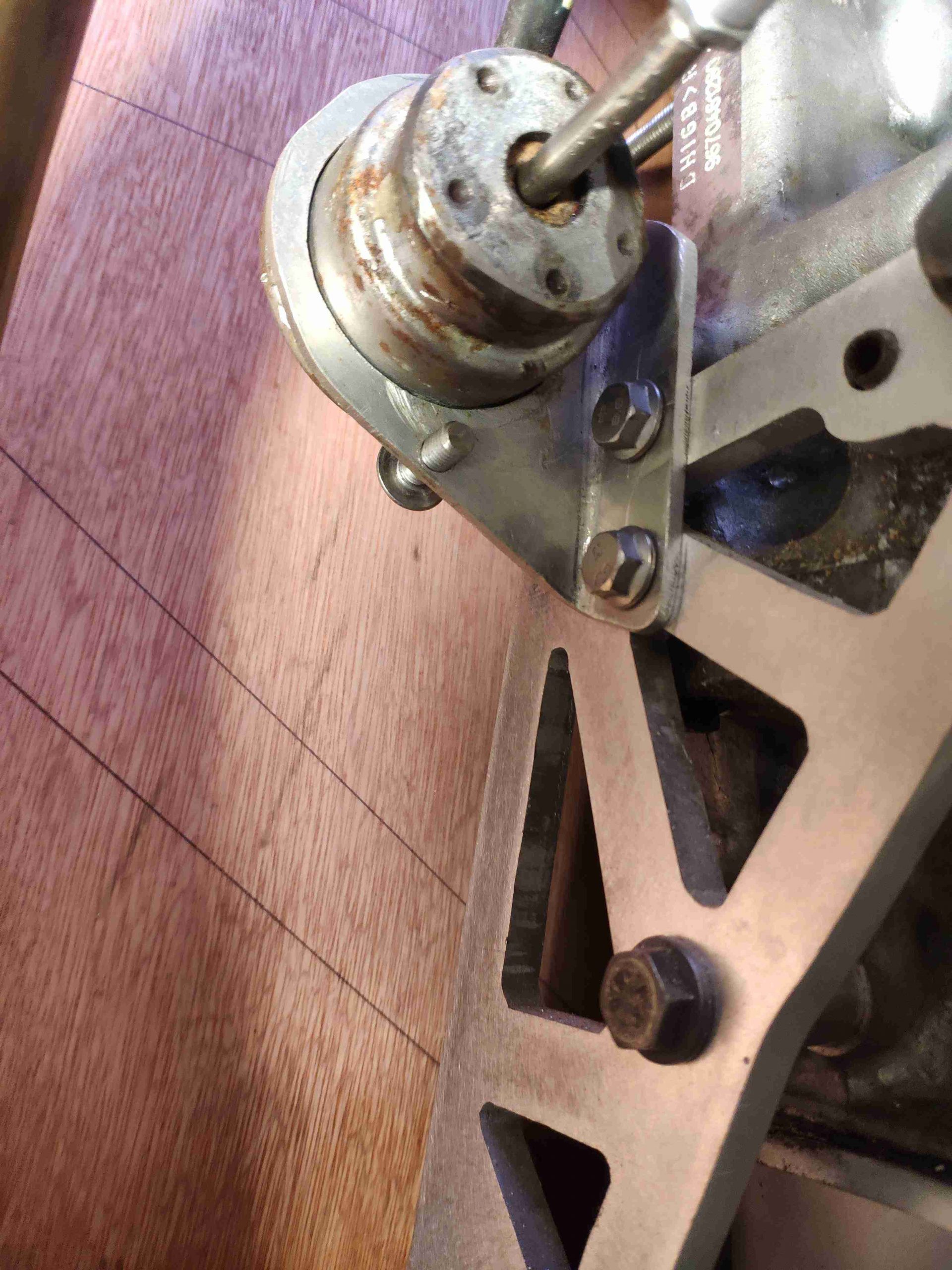
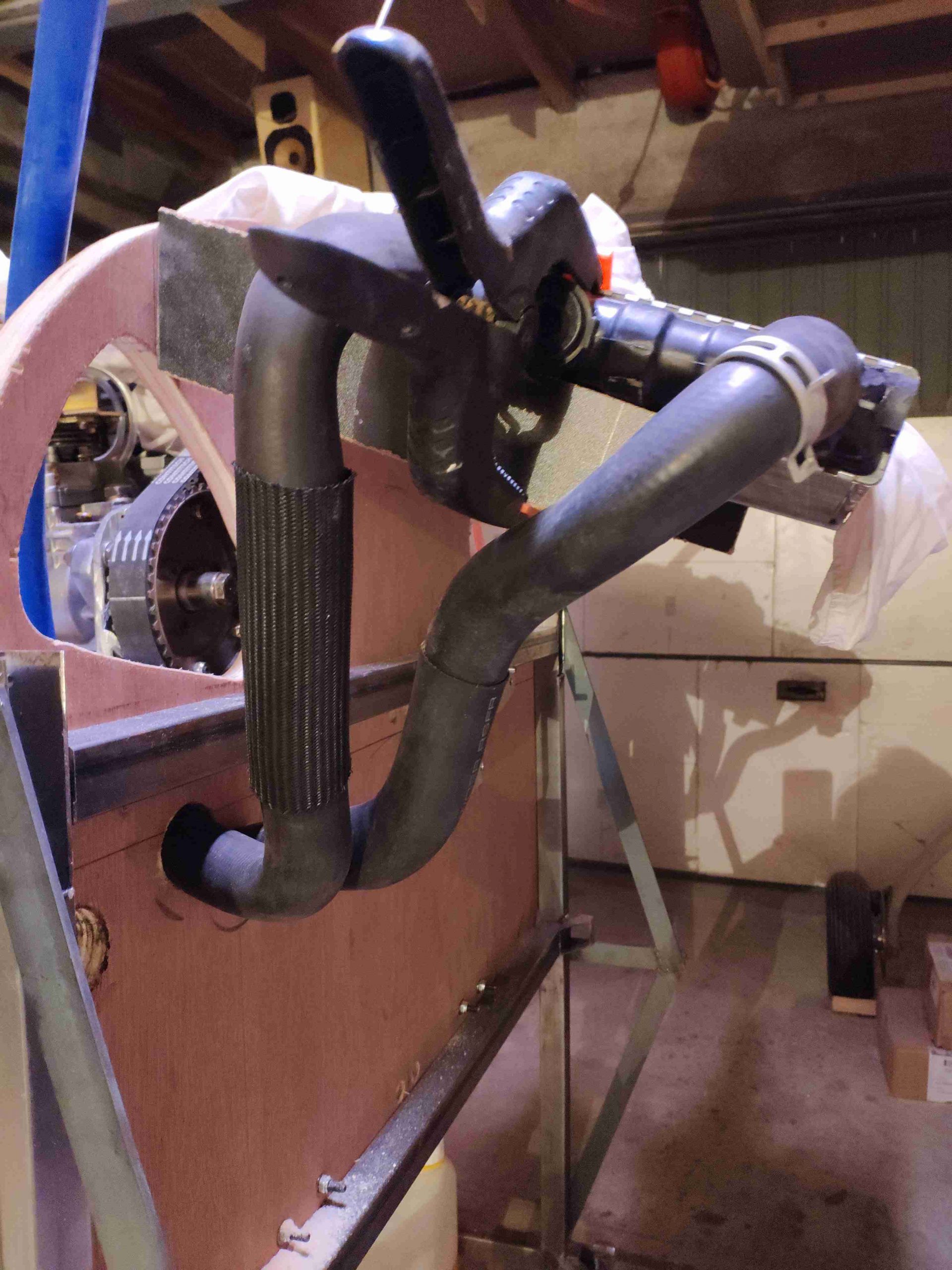
Voilà l’ensemble monté:
Collecteur d’échappement sur mesure terminé.
Normalement, c’était le dernier problème à régler !
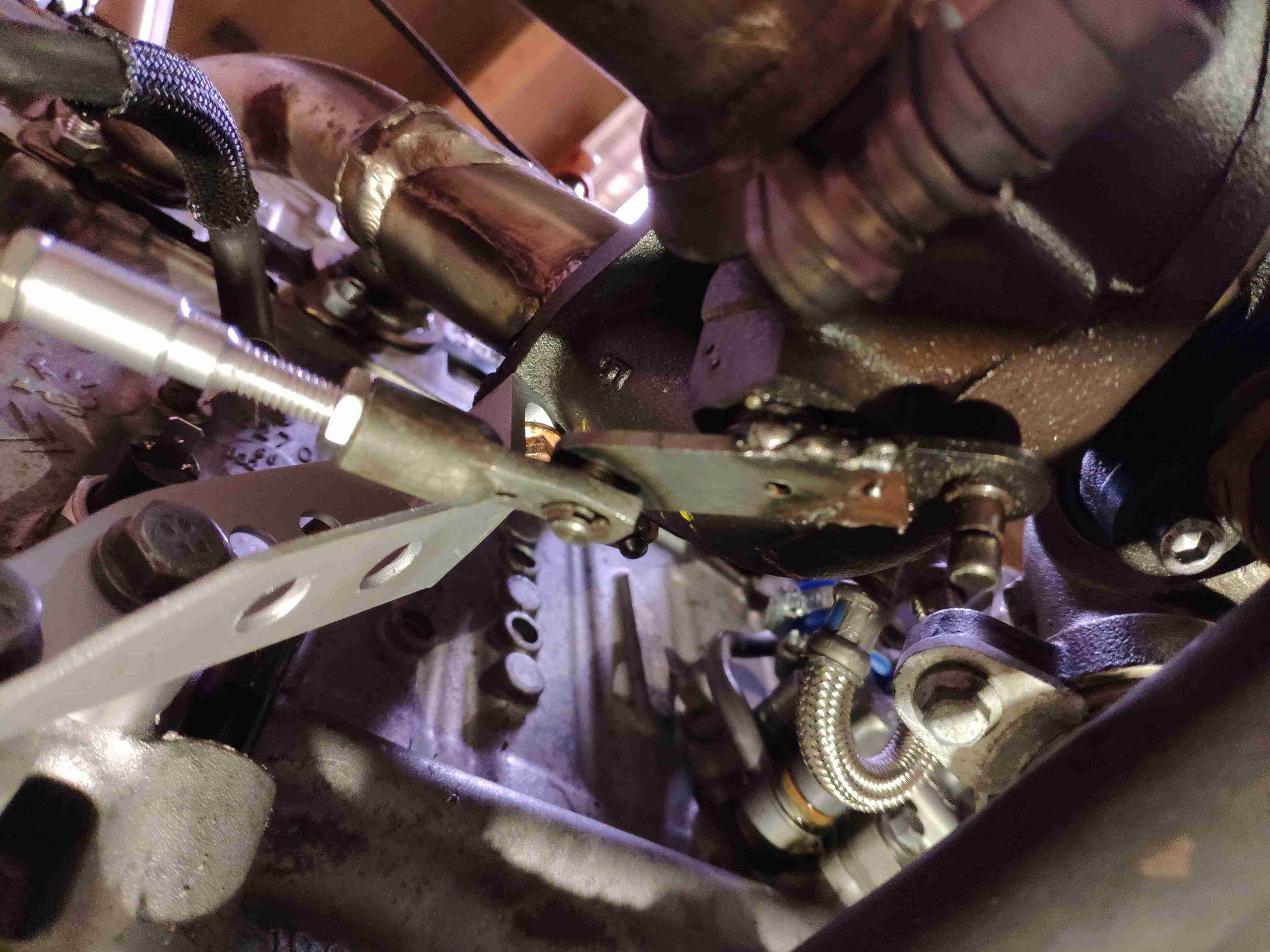
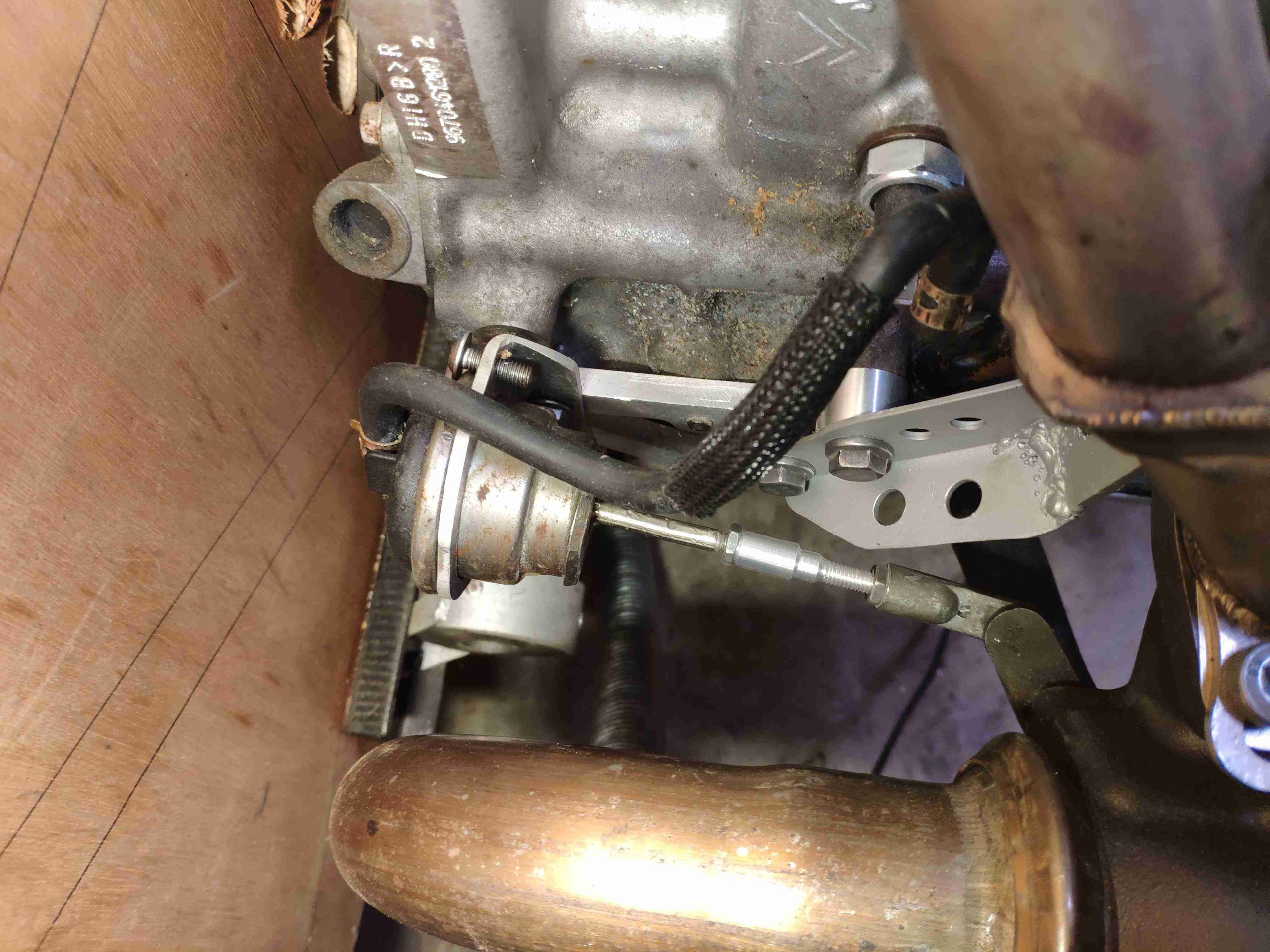
Ben non ! avec la chaleur et la pression due à la présence du turbo, la tresse s’est mise à fuire.
je l’ai donc remplacée par un tube avec des tiges de maintien ainsi qu’une fixation du turbo.
cette solution est viable, de nombreux tours de piste: avec montée à fond et refroidissement à la descente ont montré l’absence de fissure.