Collage des premières nervures avant
Après le collage du longeronnet avant et avant de poursuivre. Ensuite, de tracer sur le contreplaqué l’emplacement des nervures, du longeron et du longeronnet arrière.
Cela est utile pour effectuer un ponçage préalable, l’encollage et bien sûr le positionnement correcte de chaque nervure.

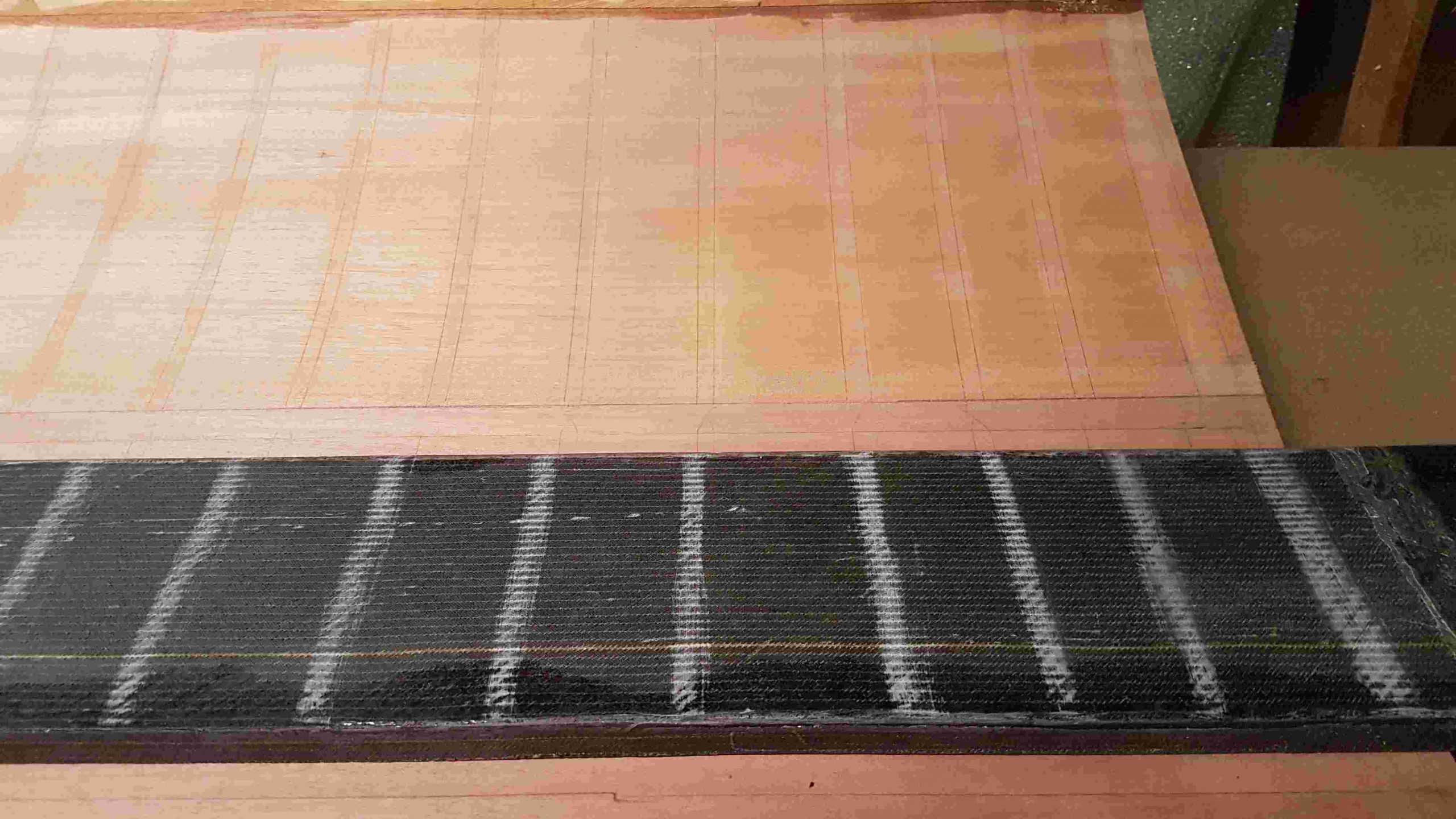
Dans un premier temps. Je ne colle que les nervures fortes et celles qui se trouvent dans l’emprise de la cornière en carbone, car à ce stade, le contreplaqué a du mal à être correctement cintré au voisinage du bord d’attaque.
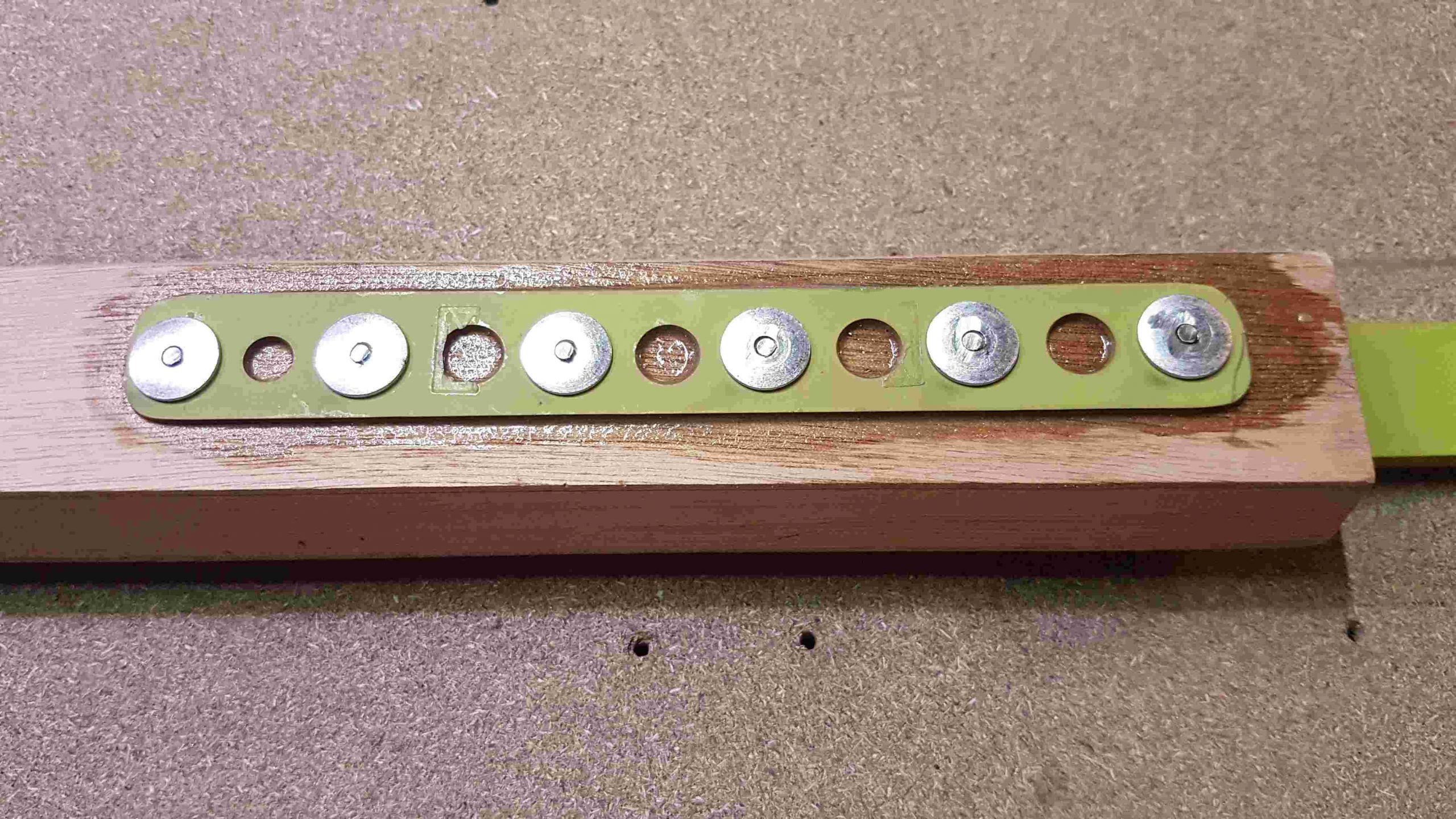
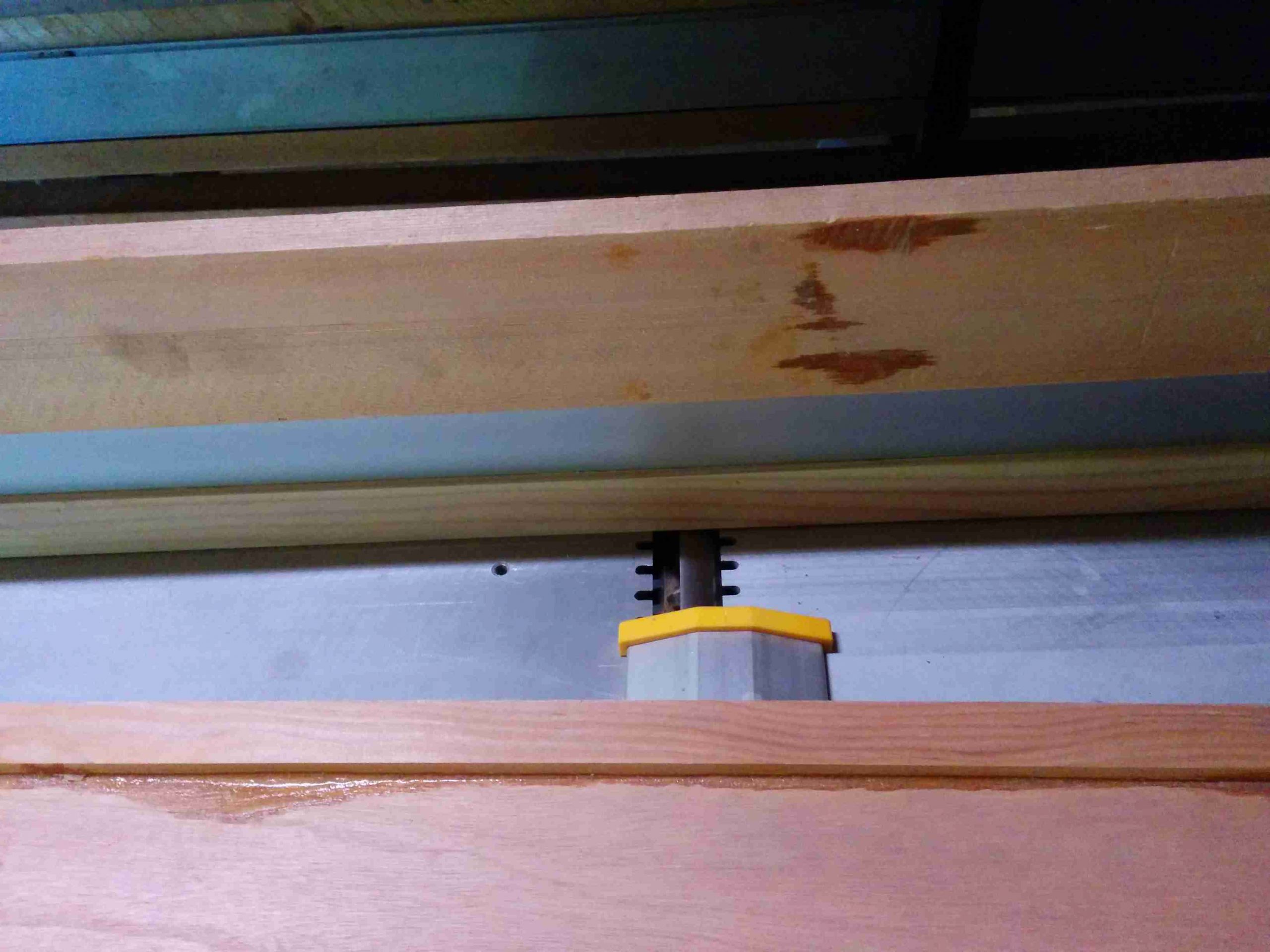
Voyez sur la photo qui suit que le longeron est lui aussi poncé (le chant extrados également). J’ajoute un Scotch de protection au droit des nervures à coller et au niveau de la cornière en carbone pour pouvoir le retirer à la suite de ce collage.
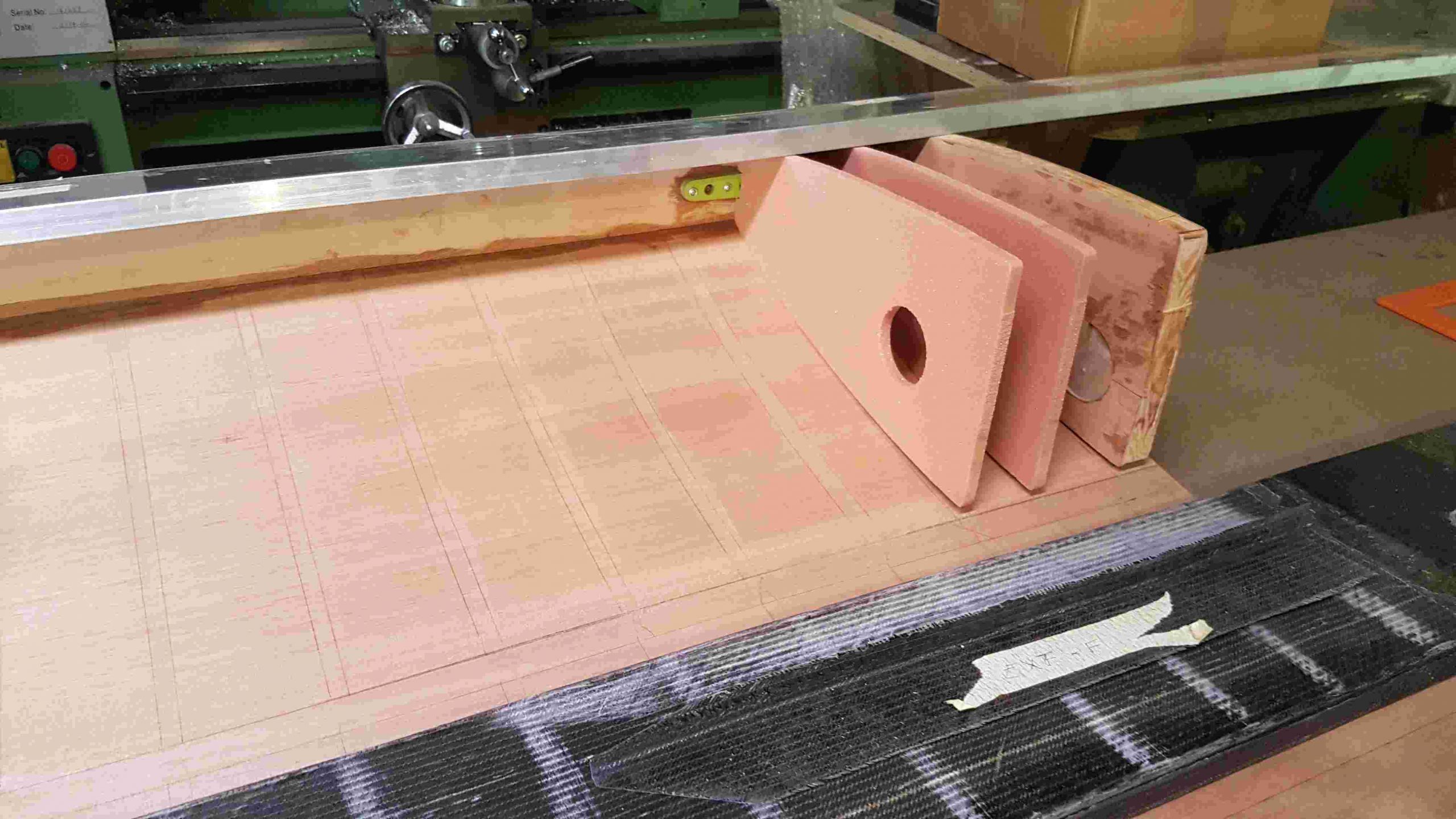
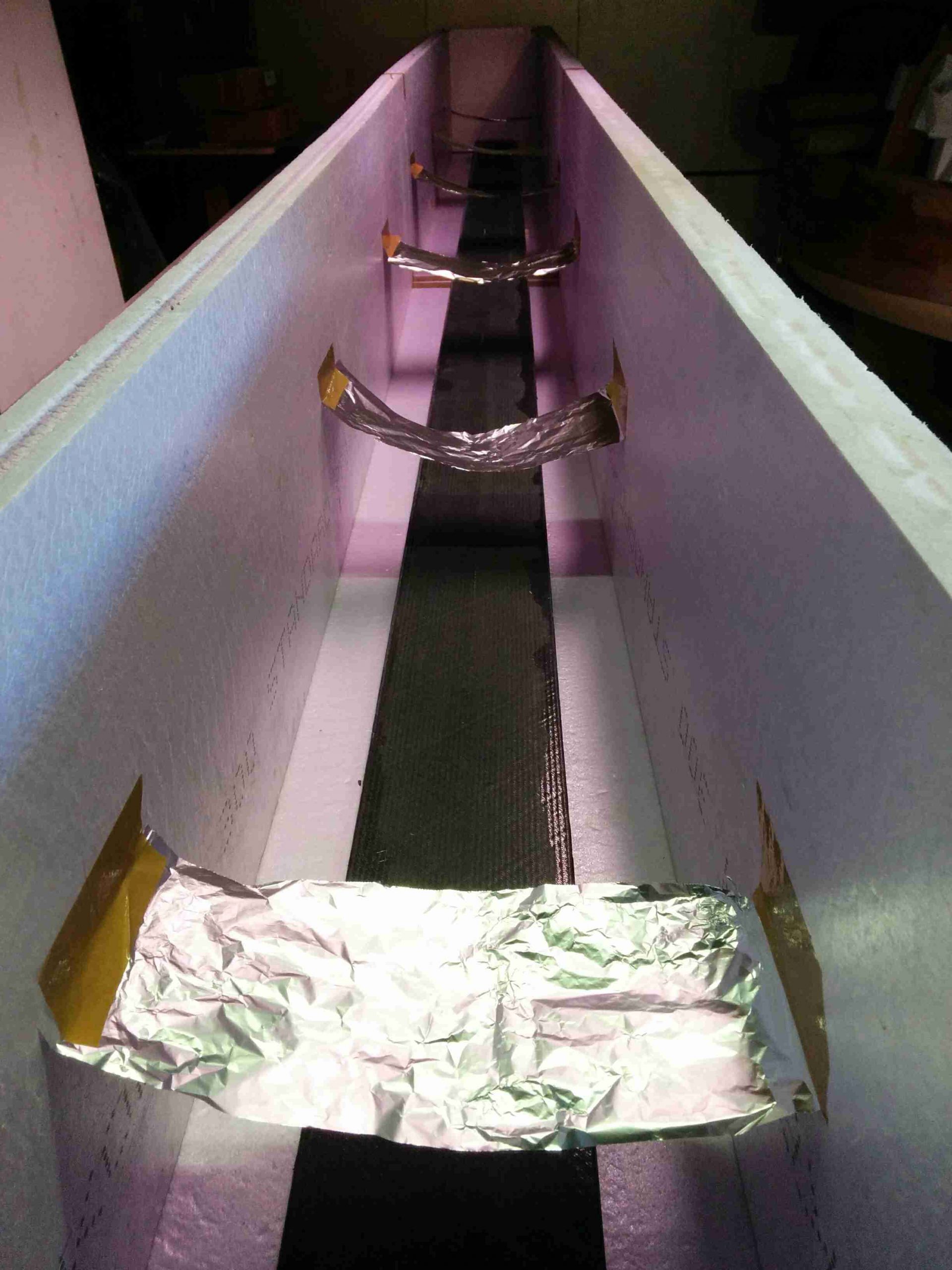
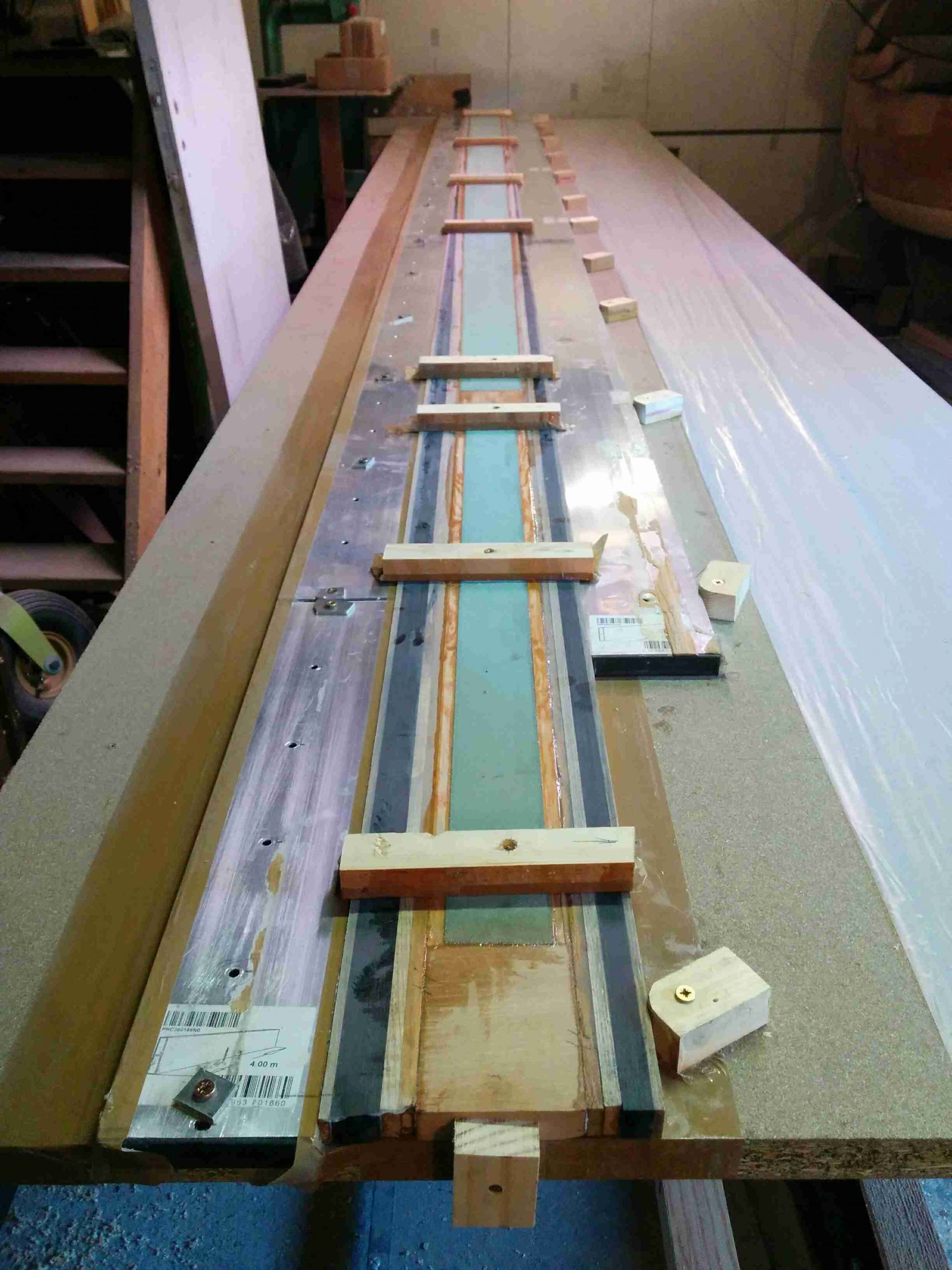
Le montage à blanc fait apparaître le bon positionnement et alignement des nervures avec le bord d’attaque. Le galbe du revêtement d’extrados et la bonne verticale du longeron tout le long du chantier (vérification faite avec une équerre en bouts et avec une nervure arrière pour le reste de l’aile..
Je commence par positionner les nervures d’emplanture et de saumon,
je positionne une règle par dessus en chevauchant le bord d’attaque. Cela qui permettra d’enfiler celles du milieu et qu’elles tiennent en place.
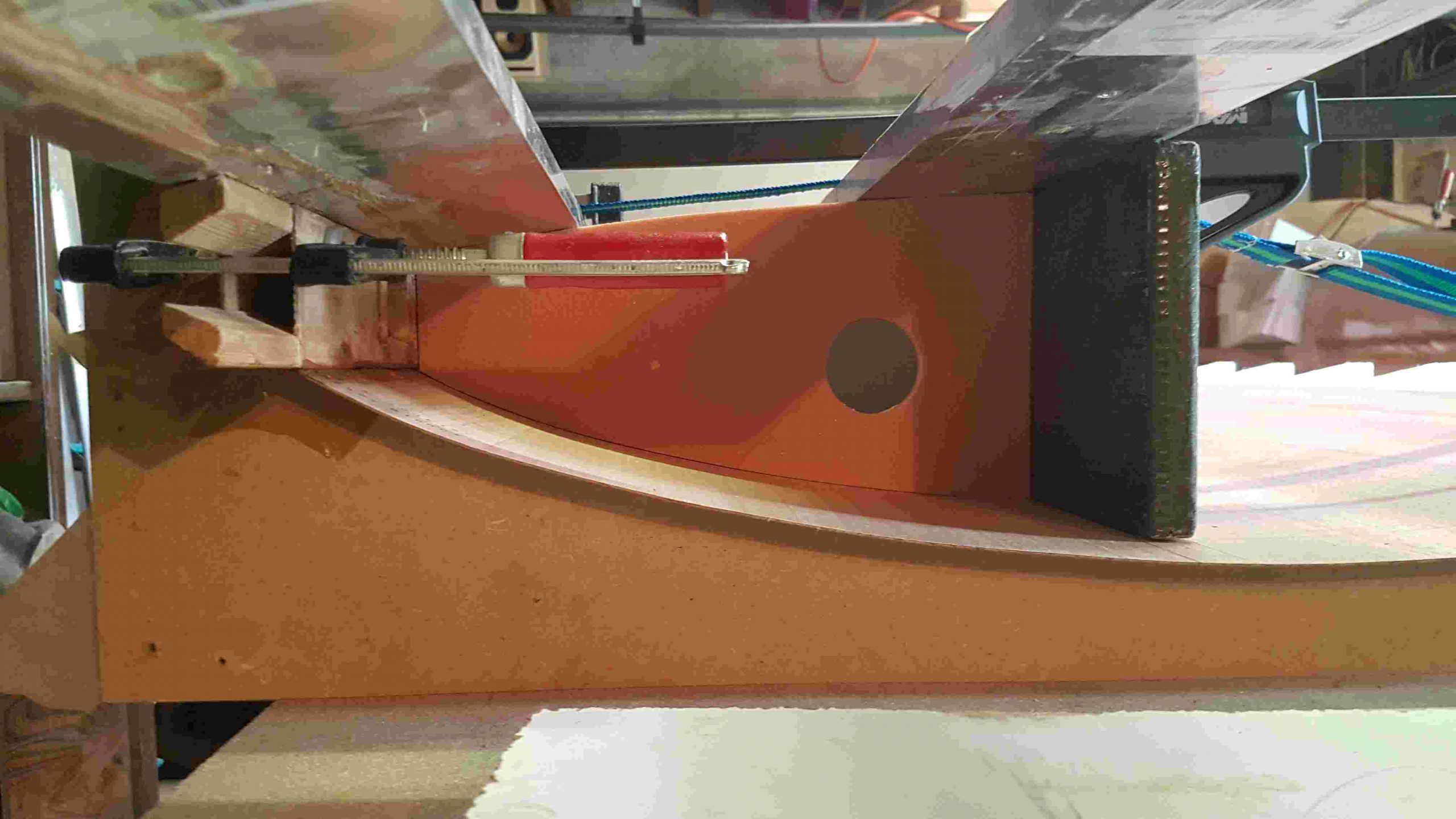
Je prends l’ensemble en sandwich en présentant le longeron. Légère mise en contact avec des serre-joints,
je pose une deuxième règle à cheval entre l’arrière des nervures et le longeron.
je bande 5 sangles pour faire épouser les nervures à la forme puis j’ajuste le serrage des serre-joints.


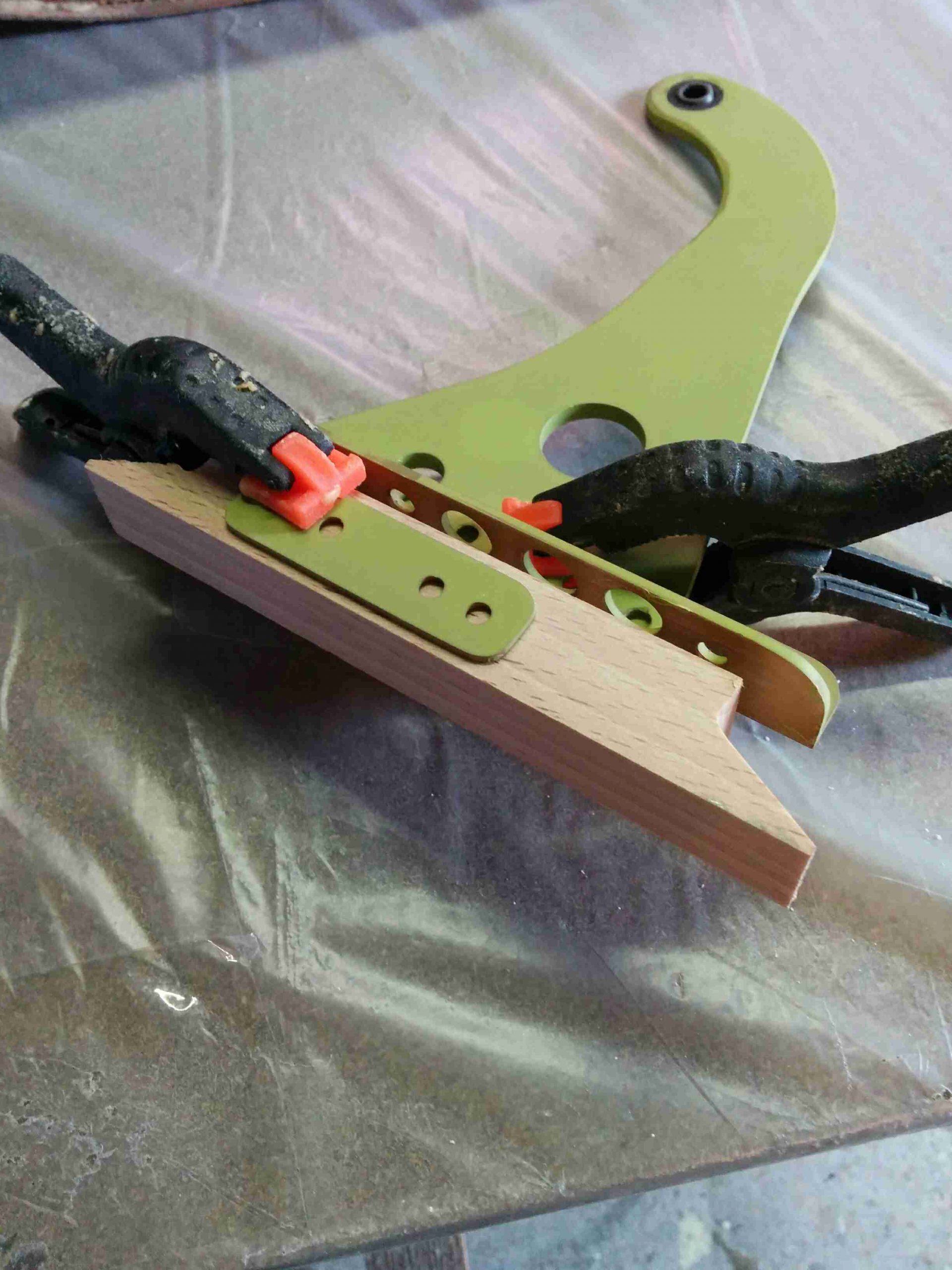
On peut voir sur la photo de droite le collage de la cornière en carbone.
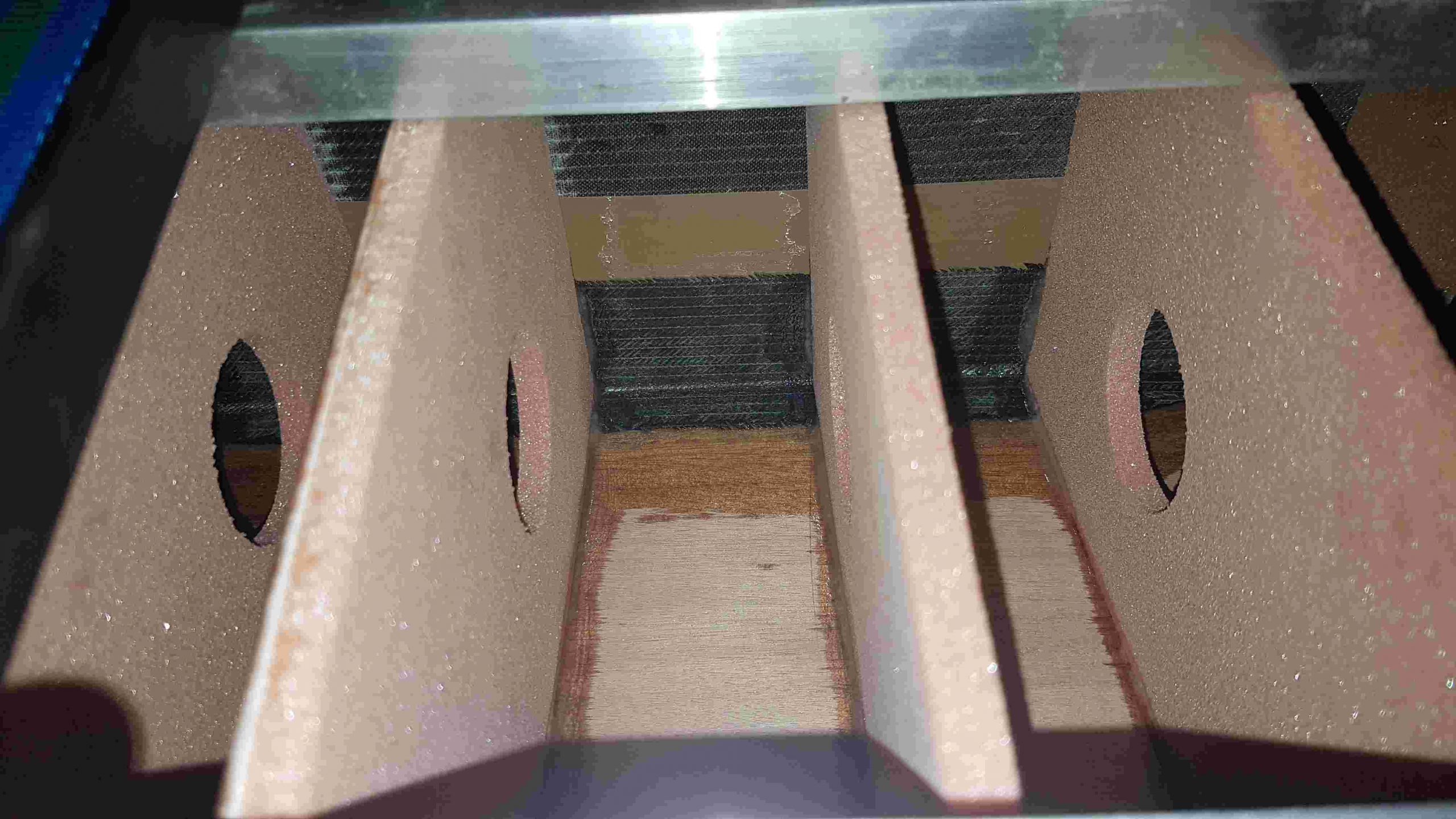
Contrôle et réglage pour la perpendicularité des nervures
Vérification de la mise en contact des nervures avec le contreplaqué OK
Je contrôle aussi la perpendicularité du longeron OK
Collage des premières nervures avant – c’est un bon début, on voit le chantier avancer.