Fabrication des winglets
Voici la caisse qui vient de Hérault par transporteur: 125 x 80 x 40 30Kg. Cette photo n’est pas prise par moi
![]()
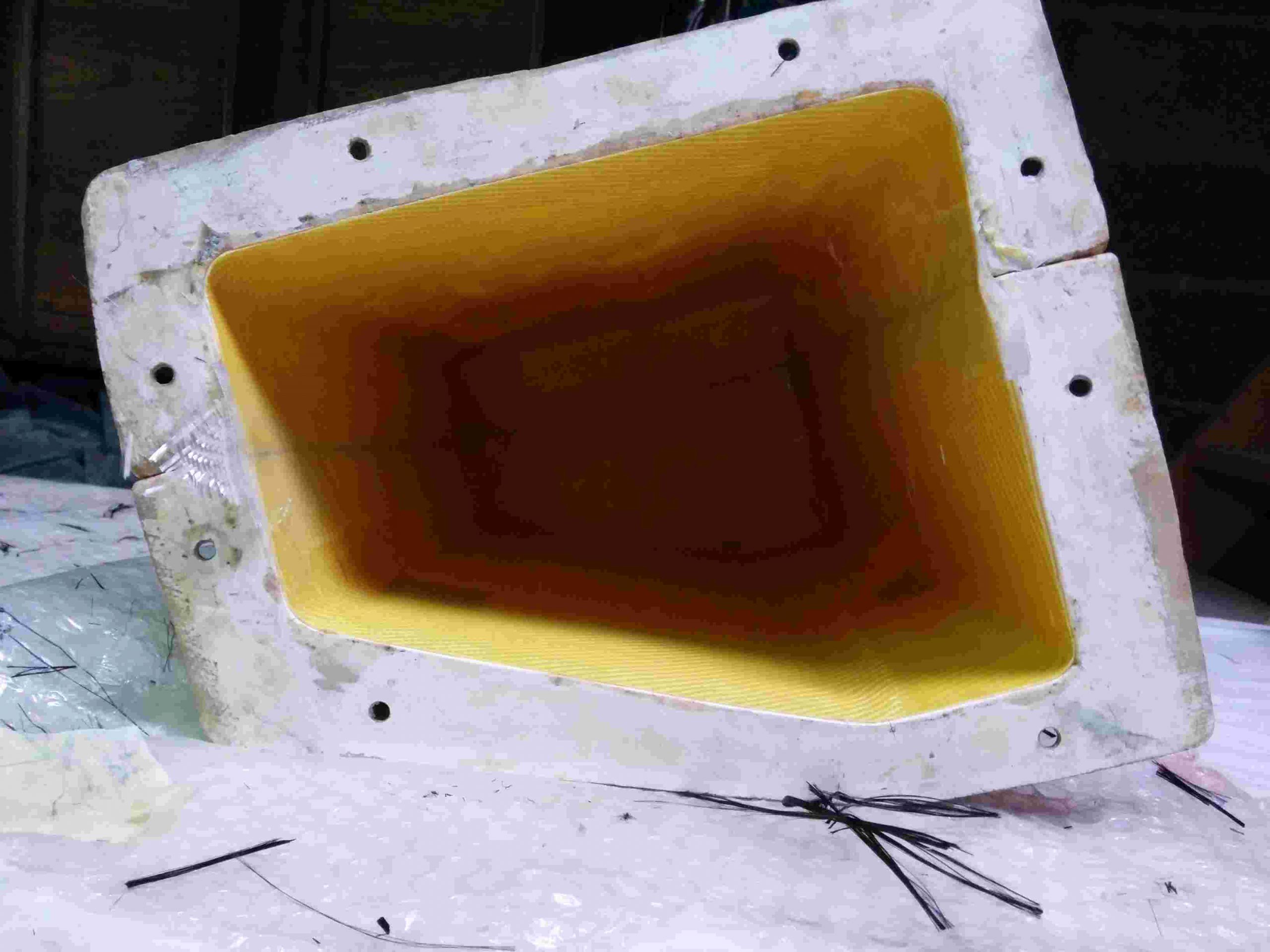
Dans la caisse il y a les deux paires de moules. Une doc très complète. De la visserie pour assembler les moules. Puis les gabarits de découpe des tissus, du polystyrène et des nervures.
Je n’ai pas pris beaucoup de photos car c’est pas facile avec les mains dans la résine !
Cette photo n’est pas de moi non plus. Empilage du 106, carbone. Polystyrène et 200 verre + tissus d’arrachage et feutre. Le tout recouvert d’une bâche pour tirer le vide:

24 heures plus tard
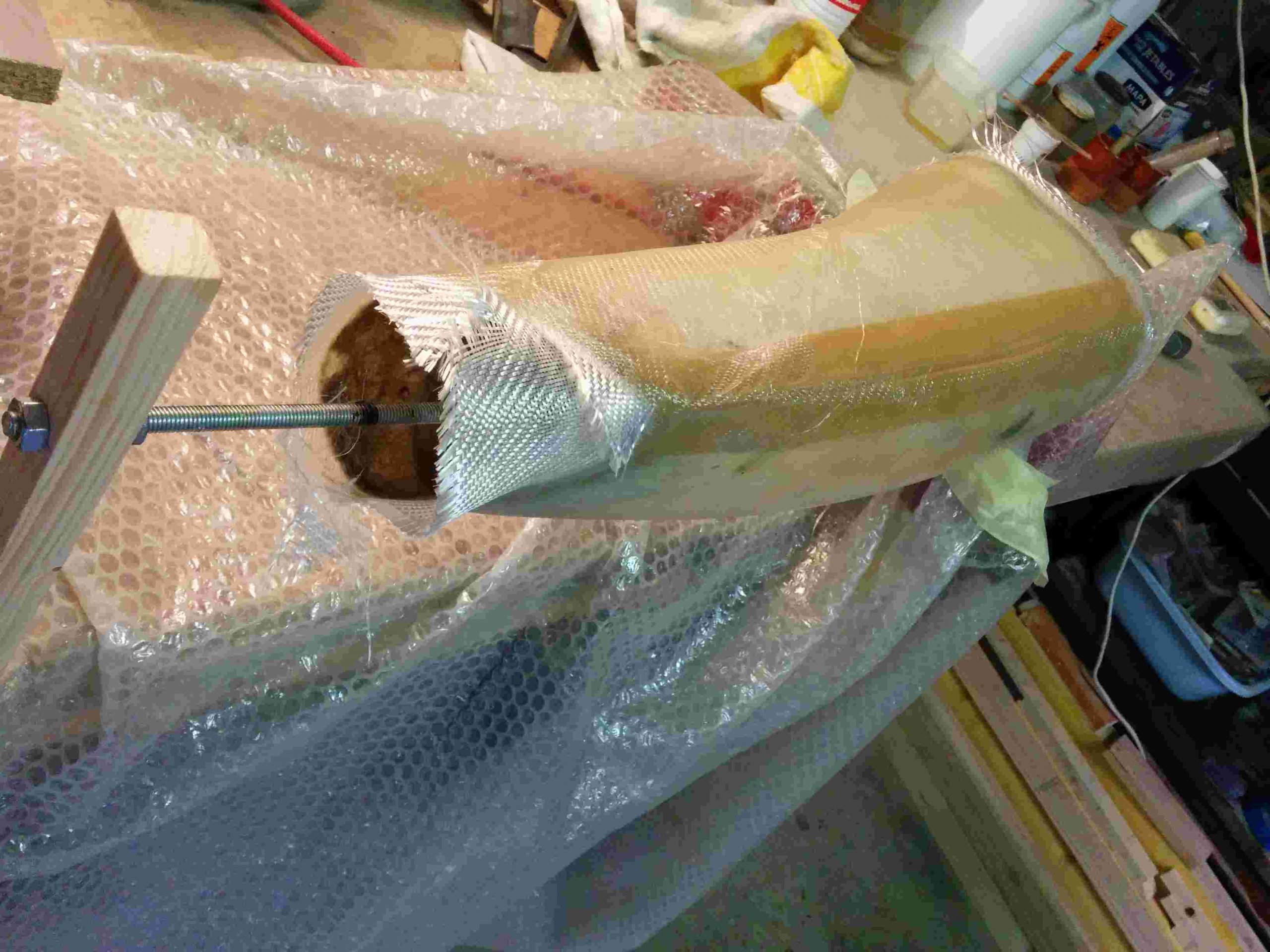
Je ne démoule surtout pas. Je découpe précautionneusement ce qui dépasse du moule avec un cutter en appuis sur du Scotch d’électricien que l’on a préalablement disposé sur le pourtour au bord du plan de joint.


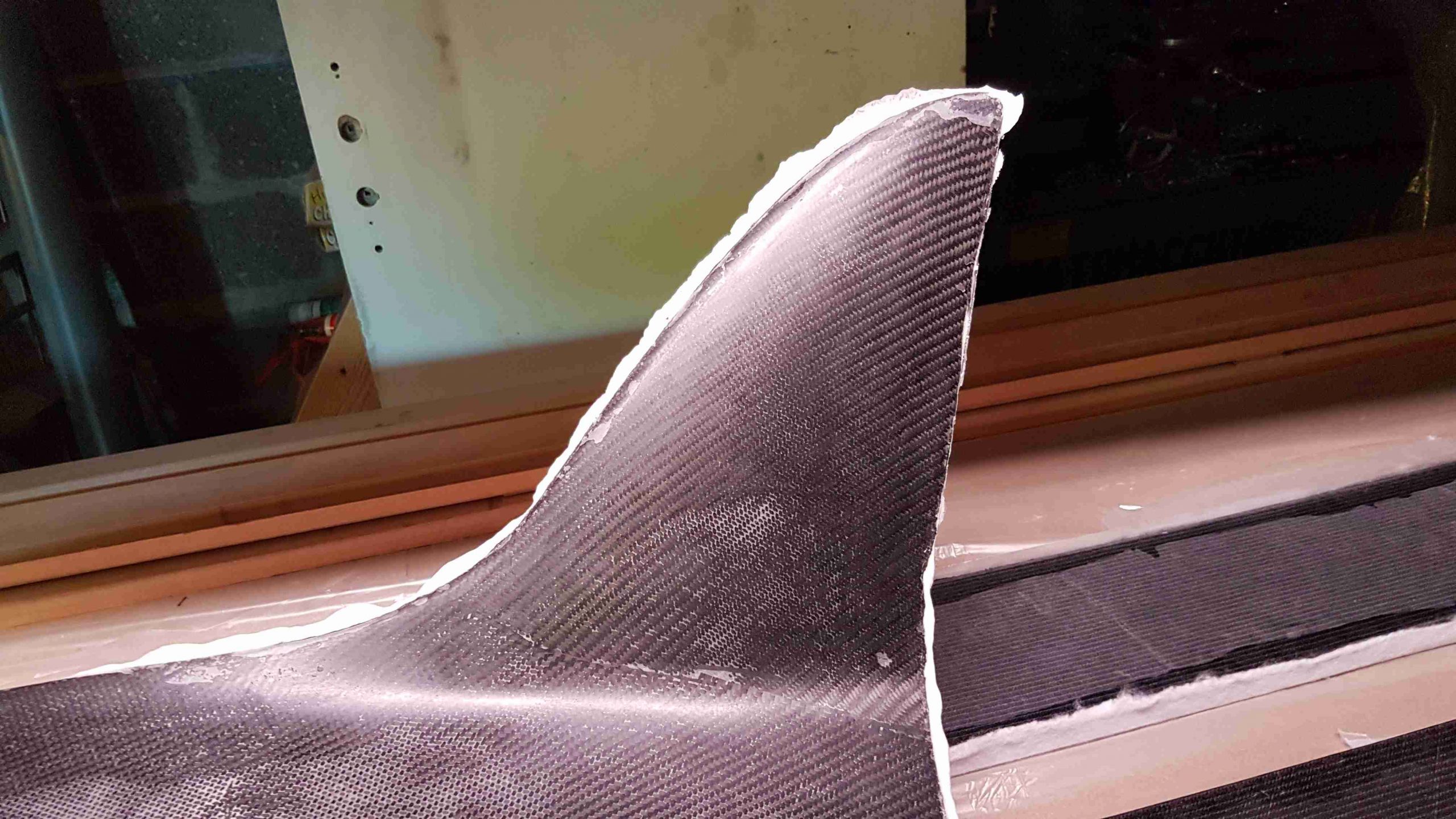
J’enduis le bord de fuite ainsi que « l’aileron de requin » d’une pâte assez épaisse faite de résine chargée mélangée à de la silice. J’ai pris du microballon. On en met grassement juste au bord car, une fois fermé, on ne peut accéder à cette zone pour relier les deux parties.
La suite, sur le bord d’attaque jusqu’au pied de l’aileron est enduit de résine un peu chargée pour recevoir moule fermé une bande de bibiais préalablement imprégnée.
Je ferme le moule en faisant bien attention à ne pas affaisser les cordons de colle avant que celui-ci soit en position bien en face.
Découpage des nervures d’après les gabarits et contre collage des CP 1.6 sur les mousses,
Je règle la forme et position des nervures tant que le moule est fermé.

Traçage de la découpe finale à 10 cm du bord du moule (après c’est beaucoup plus compliqué, mieux vaut ne pas oublier cette étape)


Je coupe à la cote à la Dremel et pratique une finition des collages
Fabrication des winglets – 1ère étape terminée.