Découpe et pliage dural
Je me suis heurté à beaucoup de questions relatives au travail de ce matériau. Tant concernant le pliage avec traitement thermique que le découpage (assez compliqué vu la petite taille des pièces à fabriquer)
J’ai enfin trouvé les solutions pour me permettre de faire du bon boulot sans se compliquer l’existence. Je vous présente dans ces quelques lignes mes explications argumentées.
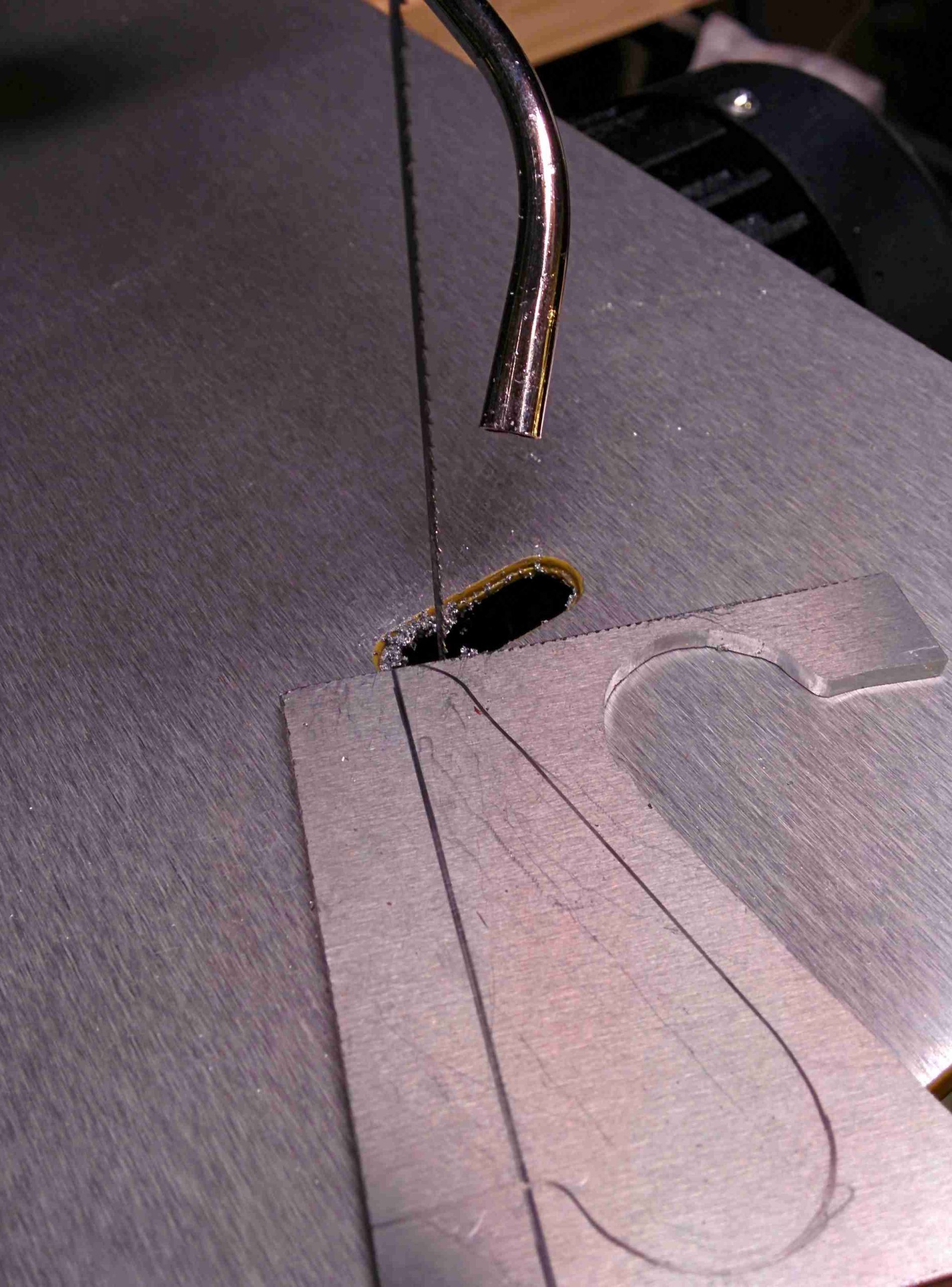
Je découpe un gabarit de la pièce dans du CP. Sans la partie de 12mm du retour de fixation (photo 1). Ce qui permet d’avoir lors du pliage une référence tracée (photo 3). Sur la pièce à mettre en alignement avec les mordaches. Ce retour de 12mm est augmenté sur la pièce à plat à au moins 16mm à cause du rayon de pliage.
Quelques photos valent mieux que de longs discours, donc
voici comment je fait dans l’ordre:


Polissage des champs



Les mordaches sont en cornière acier de 40×40. Passées au lapidaire pour améliorer l’état de surface et ainsi ne pas blesser le dural. Je meule un arrondi sur l’un d’entre eux pour respecter le rayon de courbure.
J’effectue une trempe fraîche avant le pliage.
Je dépose du savon de Marseille sur la face opposée à la chauffe et met en chauffe avec une petite lampe à souder de bricolo du dimanche. Je plonge la pièce dans l’eau quand la couleur du savon est marron foncé.
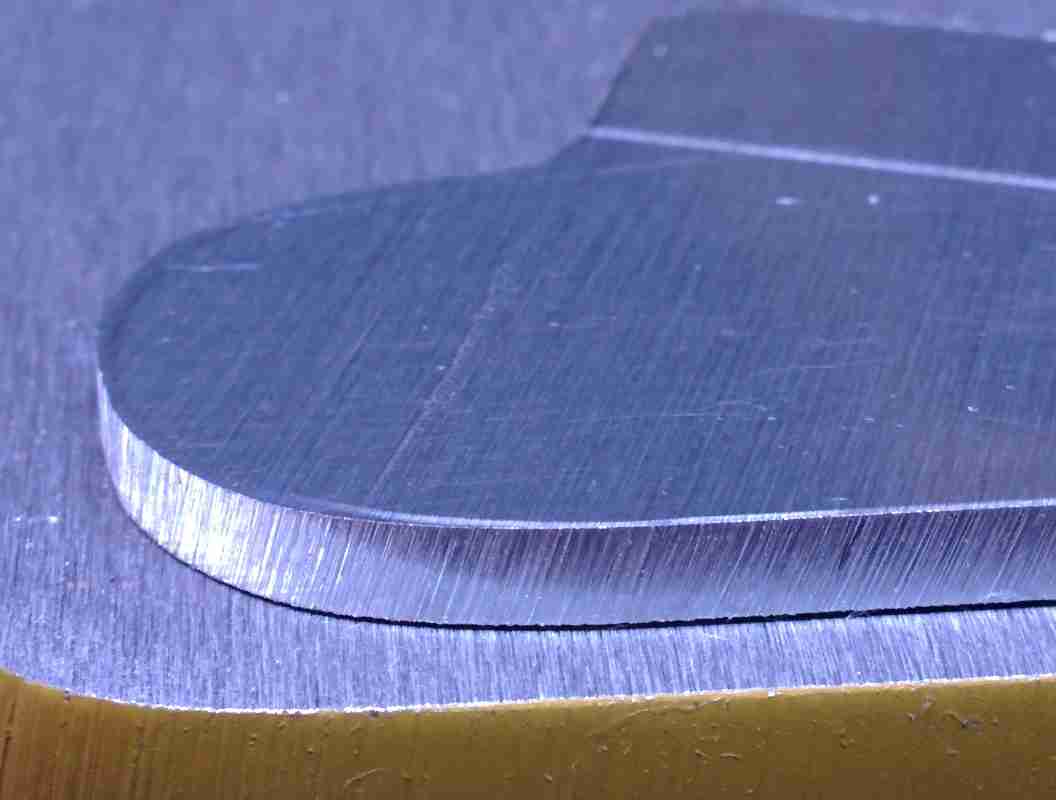
Vous pouvez voir sur la photo en gros plan un trait sur la face de la pièce. Ça correspond à sa hauteur moins l’épaisseur de 3mm de la tôle. J’aligne ce trait sur la partie haute du mordache. Je replie donc la partie fixation, je suis donc sûr de la hauteur finie et de son orientation angulaire que je peux vérifier facilement avant serrage.
L’avantage de cette méthode est que la dispersion dimensionnelle due au pliage se rattrape sur la partie pliée, donc un coup de meule et c’est terminé.